5 přklady pr ogramován, Př klad: skupina děr – HEIDENHAIN TNC 310 (286 040) Uživatelská příručka
Stránka 154
143
HEIDENHAIN TNC 310
9.5 Přklady pr
ogramován
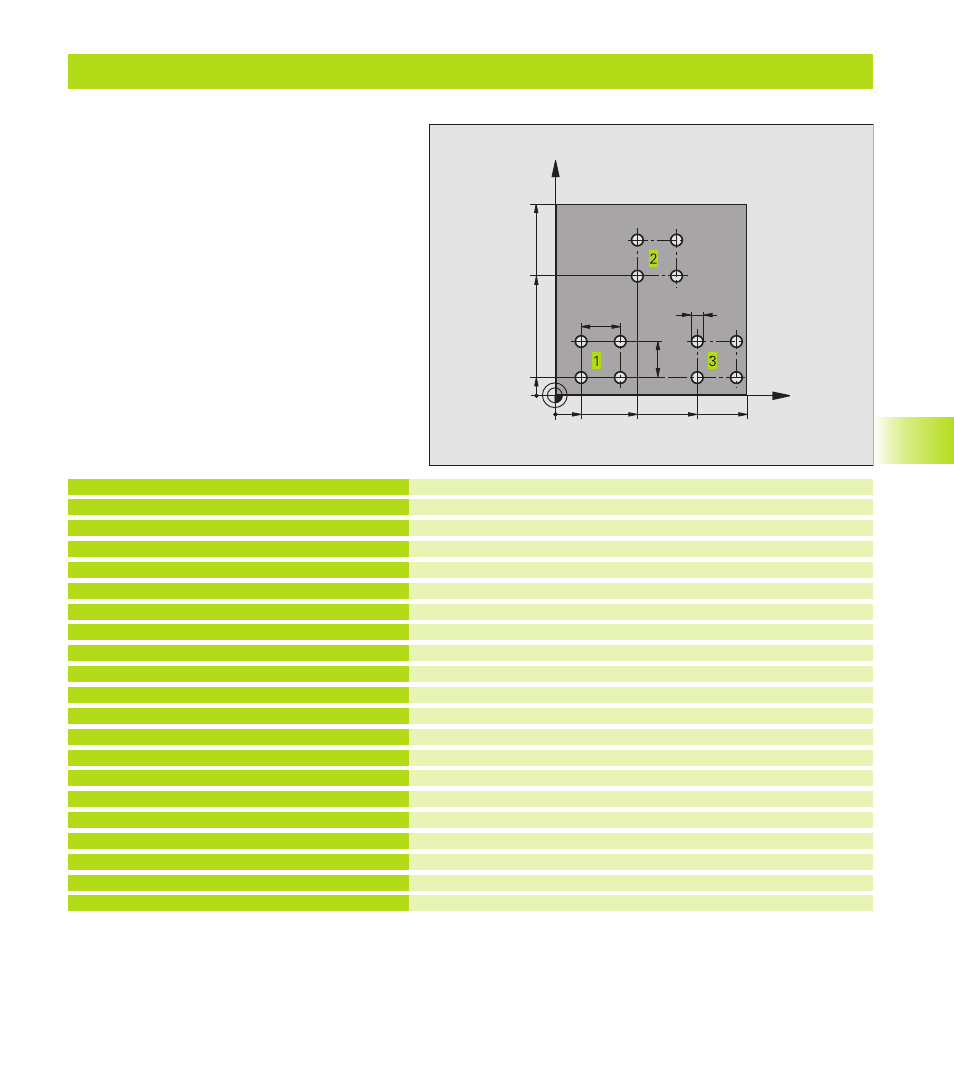
Př klad: Skupina děr
Průběh programu
■
Najet na skupiny děr v hlavn m programu
■
Vyvolán skupiny děr (podprogram 1)
■
Skupinu děr naprogramovat jen jednou v
podprogramu 1
0 BEGIN PGM UP1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+2,5
4 TOOL CALL 1 Z S5000
5 L Z+250 R0 F MAX
6 CYCL DEF 200 VRTÁNÍ
Q200=2
Q201= 10
Q206=250
Q202=5
Q210=0
Q203=+0
Q204=10
7 L X+15 Y+10 R0 F MAX M3
8 CALL LBL 1
9 L X+45 Y+60 R0 F MAX
10 CALL LBL 1
11 L X+75 Y+10 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Definice cyklu vrtán
Bezpečnostn vzdálenost
Hloubka
Posuv při vrtán
Hloubka př suvu
Časová prodleva nahoře
Souřadnice povrchu
2. bezpečnostn vzdálenost
Najet na bod startu skupiny děr 1
Volán podprogramu pro skupinu děr
Najet na bod startu skupiny děr 2
Volán podprogramu pro skupinu děr
Najet na bod startu skupiny děr 3
Volán podprogramu pro skupinu děr
Konec hlavn ho programu
X
Y
15
60
100
100
75
10
45
20
20
5