4 cykly k vytvoř en bodových rastrů – HEIDENHAIN TNC 310 (286 040) Uživatelská příručka
Stránka 128
117
HEIDENHAIN TNC 310
5 Potom přejede TNC nástrojem k posledn mu bodu druhého řádku
a tam provede obráběn
6 Odtud napolohuje TNC nástroj v záporném směru hlavn osy na
bod startu dalš ho
obráběn
7 Tento proces (5 6) se opakuje, až jsou provedena všechna
obráběn na druhém řádku
8 Potom TNC přejede nástrojem na bod startu dalš ho řádku
9 Takovýmto kyvným pohybem budou obrobeny všechny dalš
řádky
ú
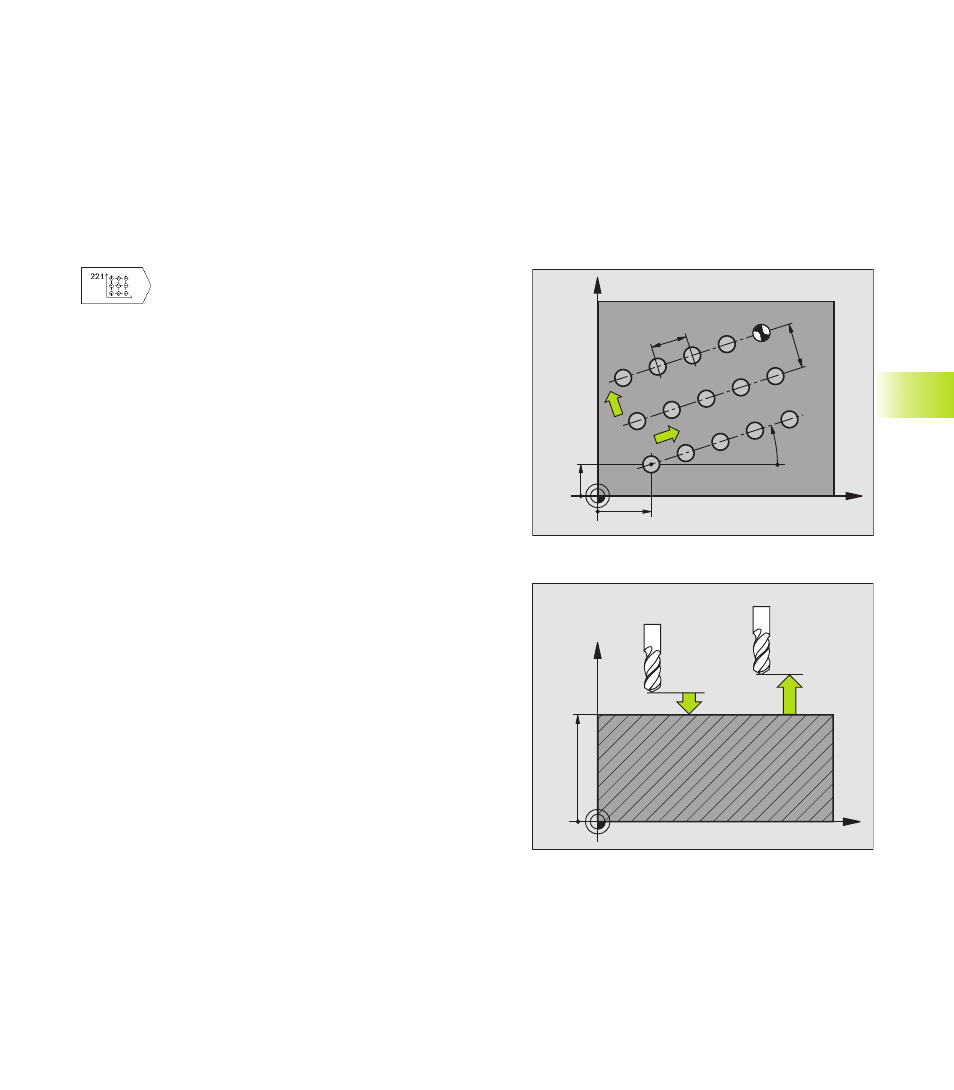
STARTBOD 1. OSY Q225 (absolutně): souřadnice
bodu startu v hlavn ose roviny obráběn
ú
STARTBOD 2. OSY Q226 (absolutně): souřadnice
bodu startu ve vedlejš ose roviny obráběn
ú
ROZTEČ 1. OSA Q237 (inkrementáln ): rozteč
jednotlivých bodů na řádku
ú
ROZTEČ 2. OSA Q238 (inkrementáln ): rozteč mezi
jednotlivými řádky
ú
POČET SLOUPKŮ Q242: počet obráběn na řádku
ú
POČET ŘÁDEK Q243: počet řádků
ú
ÚHEL NATOČENÍ Q224 (absolutn ): úhel, o který je
celý rastr natočen; střed natočen lež v bodě
startu
ú
BEZPEČNOSTNÍ VZDÁLENOST Q200
(inkrementáln ): vzdálenost mezi hrotem nástroje a
povrchem obrobku
ú
SOUŘADNICE POVRCHU DÍLCE Q203 (absolutn ):
souřadnice povrchu obrobku
ú
2. BEZPEČNOSTNÍ VZDÁLENOST Q204
(inkrementáln ): souřadnice osy vřetena, ve které
nemůže doj t k žádné kolizi mezi nástrojem a
obrobkem (úpinkami)
8.4 Cykly k vytvoř
en bodových rastrů
X
Z
Q200
Q203
Q204
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243