5 přklady pr ogramován, Př klad: frézován obrysu ve v ce př suvech – HEIDENHAIN TNC 310 (286 040) Uživatelská příručka
Stránka 153
9 Programován : Podprogramy a opakován části programu
142
9.5 Přklady pr
ogramován
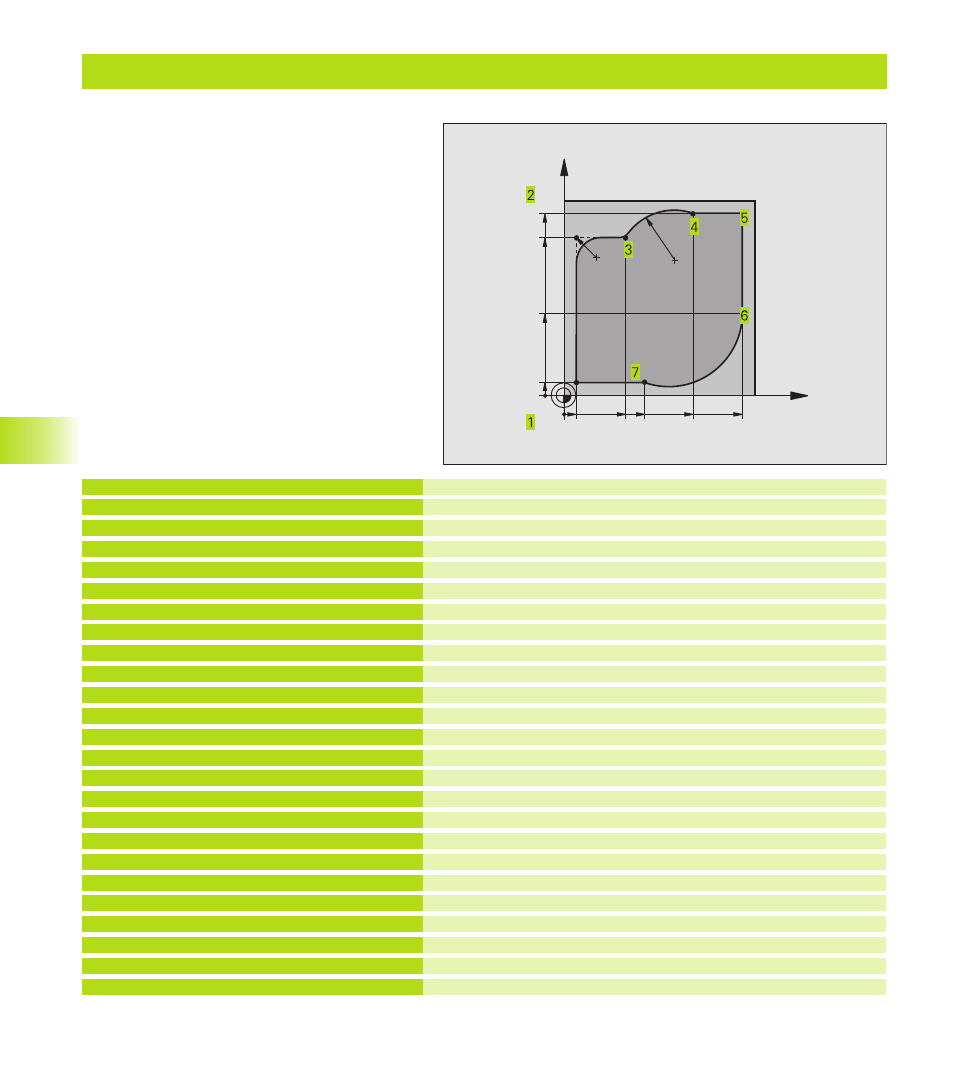
Př klad: Frézován obrysu ve v ce př suvech
Průběh programu
■
Předpolohován nástroje na horn hraně obrobku
■
Př růstkové zadán př suvu
■
Frézován obrysu
■
Opakován př suvu a frézován obrysu
0 BEGIN PGM 95 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+10
4 TOOL CALL 1 Z S4000
5 L Z+250 R0 F MAX
6 L X 20 Y 20 R0 F MAX
7 L Z0 R0 F2000 M3
8 LBL 1
9 L IZ 4 r0 F2000
10 L X+5 Y+5 RL F300
11 RND R2
12 L Y+85
13 RND R10 F150
14 L X+30
15 CR X+70 Y+95 R+30 DR
16 L X+95
17 L Y+40
18 CT X+40 Y+5
19 L X+5
20 RND R2
21 L X 20 Y 20 R0 F1000
22 CALL LBL 1 REP 4/4
23 L Z+250 R0 F MAX M2
24 END PGM 95 MM
Definice nástroje
Vyvolán nástroje
Vyjet nástroje
Předpolohován v rovině obráběn
Předpolohován v ose vřetena
Označen pro opakován části programu
Př růstkový př suv na hloubku (ve volném prostoru)
Najet na obrys
Bod 2: prvn př mka pro roh 2
Vložit radius s R = 10 mm, posuv: 150 mm/min
Najet na bod 3
Najet na bod 4
Najet na bod 5
Najet na bod 6
Najet na bod 7
Najet na posledn bod obrysu 1
Opuštěn obrysu
Skok na LBL 1; celkem čtyřikrát
Vyjet nástroje, konec programu
X
Y
95
5
95
5
85
40
40
30
70
R10
R30