2 základy k dráhovým funkcím – HEIDENHAIN TNC 320 (340 551-02) Uživatelská příručka
Stránka 119
HEIDENHAIN TNC 320
119
6.2 Základy k dráhovým funkcím
Korekce rádiusu
Korekce rádiusu musí být zadána v tom bloku, jímž najíždíte na první
obrysový prvek. Korekce rádiusu nesmí začínat v bloku pro kruhovou
dráhu. Naprogramujte ji předtím v přímkovém bloku (viz „Dráhové
pohyby – pravoúhlé souřadnice”, str. 128) nebo v bloku najetí (blok
APPR,viz „Najetí a opuštění obrysu”, str. 121).
Předpolohování
Předvolte polohu nástroje na začátku programu obrábění tak, aby bylo
vyloučeno poškození nástroje a obrobku.
Vytváření programových bloků klávesami dráhových funkcí
Popisný dialog zahájíte stisknutím šedých kláves dráhových funkcí.
TNC se postupně dotáže na všechny informace a vloží programový
blok do programu obrábění.
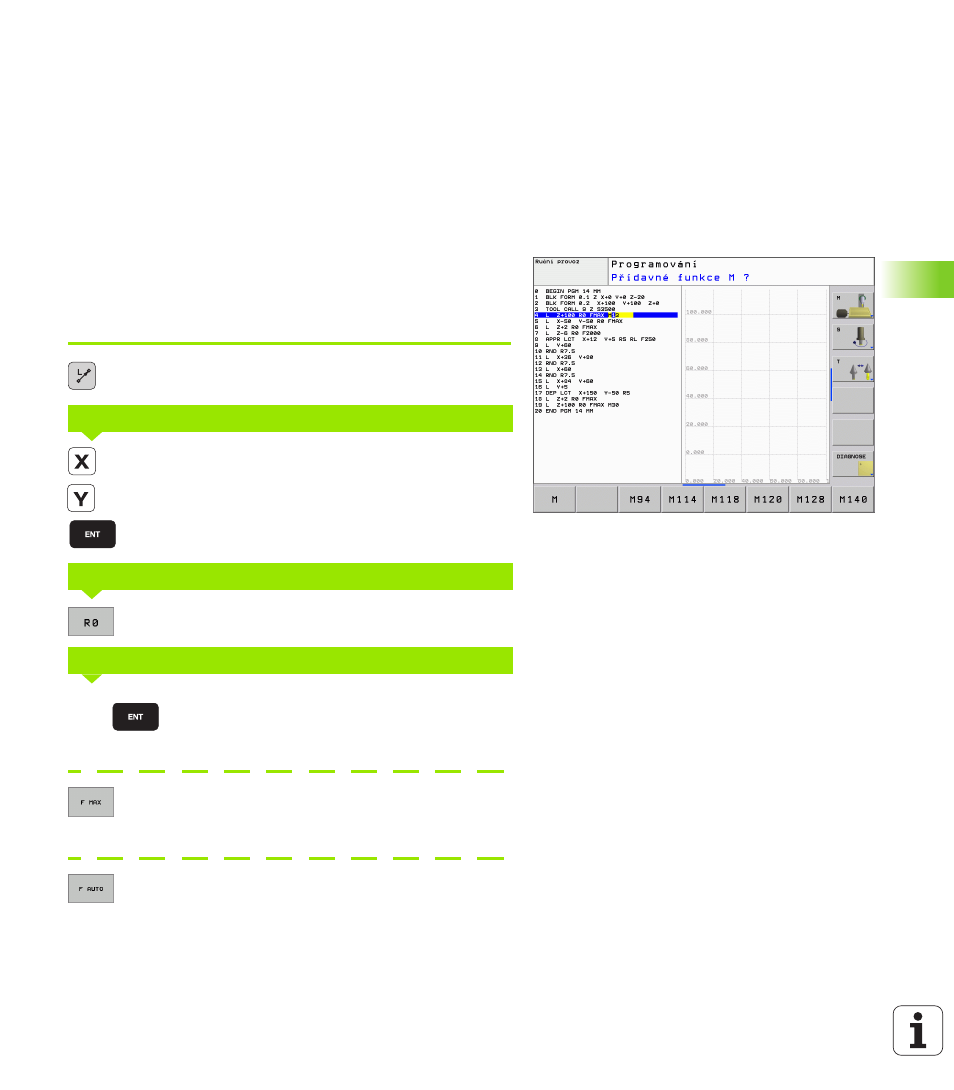
Příklad – programování přímky.
Otevřete programovací dialog: například Přímka
Zadejte souřadnice koncového bodu přímky
Zvolte korekci rádiusu: například stiskněte
softklávesu R0, nástroj pojíždí bez korekce
Zadejte posuv a potvrďte zadání klávesou ZADÁNÍ:
například 100 mm/min. Při programování v palcích:
zadání 100 odpovídá posuvu 10 palců/min.
Pojíždění rychloposuvem: stiskněte softklávesu
FMAX
Pojezd posuvem, který je definovaný v bloku TOOL
CALL: stiskněte softklávesu FAUTO.
SOUŘADNICE?
KOREKCE RÁDIUSU: RL/RR/BEZ KOREKCE?
POSUV F=? / F MAX = ZADÁNÍ
10
5
100