HEIDENHAIN TNC 320 (340 551-02) Uživatelská příručka
Stránka 247
HEIDENHAIN TNC 320
247
8.3 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
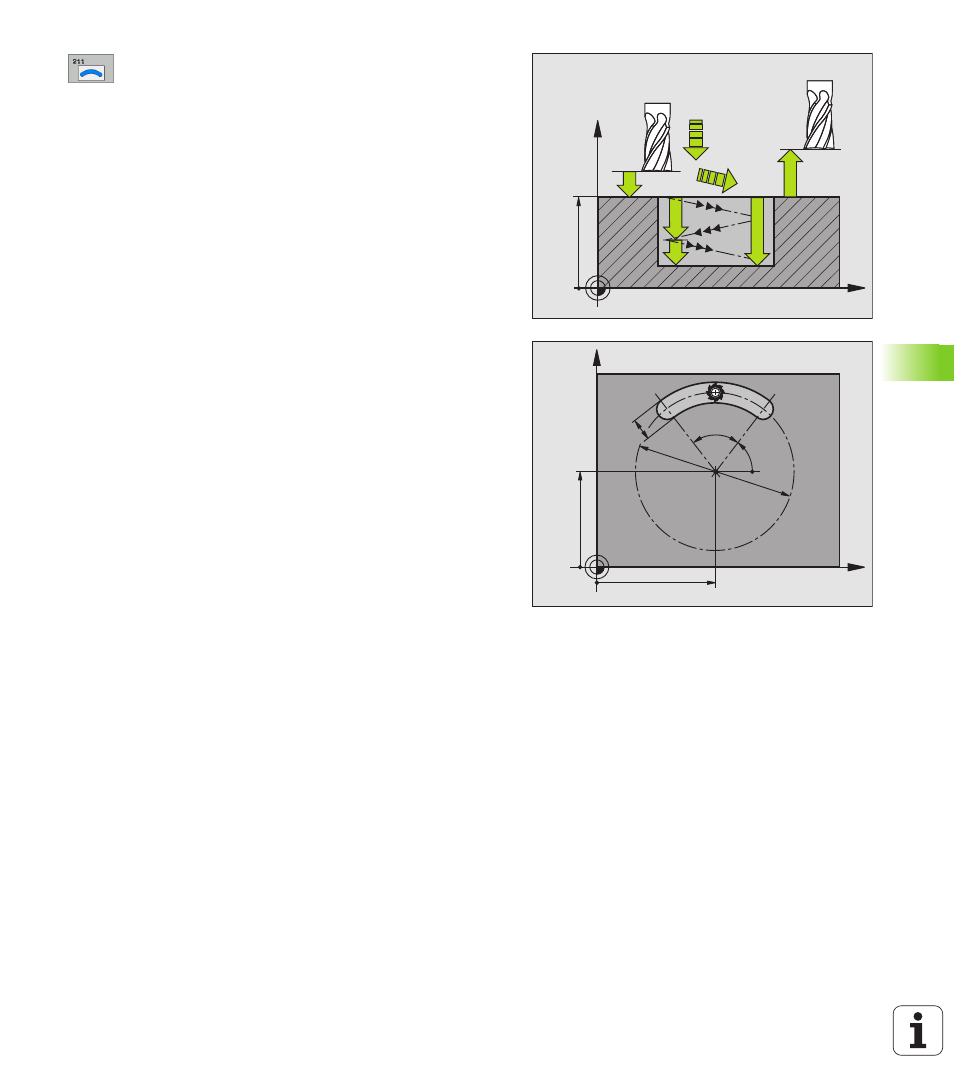
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost hrot nástroje – povrch obrobku
Hloubka Q201 (inkrementálně): vzdálenost povrch
obrobku – dno drážky
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min
Hloubka přísuvu Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé v ose vřetena celkově
přisune při jednom kývavém pohybu
Rozsah obrábění (0/1/2) Q215: definice rozsahu
obrábění:
0: hrubování a dokončování
1: pouze hrubování
2: pouze dokončování
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice Z, v níž nemůže dojít ke kolizi mezi
nástrojem a obrobkem (upínadly).
Střed 1. osy Q216 (absolutně): střed drážky v hlavní
ose roviny obrábění.
Střed 2. osy Q217 (absolutně): střed drážky ve vedlejší
ose roviny obrábění.
Průměr roztečné kružnice Q244: zadejte průměr
roztečné kružnice.
2. délka strany Q219: zadejte šířku drážky; zadá-li se
šířka drážky rovnající se průměru nástroje, pak
provede TNC pouze hrubování (frézování podélné
díry).
Úhel startu Q245 (absolutně): zadejte polární úhel
bodu startu (výchozího bodu).
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
X
Y
Q217
Q216
Q248
Q245
Q219
Q244