Rastr bodů na kruhu (cyklus 220), 4 cykly k vytvo řen í b odových r ast rů – HEIDENHAIN TNC 320 (340 551-02) Uživatelská příručka
Stránka 253
HEIDENHAIN TNC 320
253
8.4 Cykly k vytvo
řen
í b
odových
r
ast
rů
RASTR BODŮ NA KRUHU (cyklus 220)
1 TNC napolohuje rychloposuvem nástroj z aktuální polohy do bodu
startu prvního obrábění.
Pořadí:
2. bezpečná vzdálenost - najetí (osa vřetena)
Najetí do bodu startu v rovině obrábění
Najetí na bezpečnou vzdálenost nad povrchem obrobku (osa
vřetena)
2 Z této polohy provede TNC naposledy definovaný obráběcí cyklus
3 Potom TNC napolohuje nástroj přímkovým nebo kruhovým
pohybem do bodu startu dalšího obrábění; nástroj se přitom
nachází na bezpečné vzdálenosti (nebo 2. bezpečné vzdálenosti)
4 Tento postup (1 až 3) se opakuje, až se provedou všechny
obráběcí operace
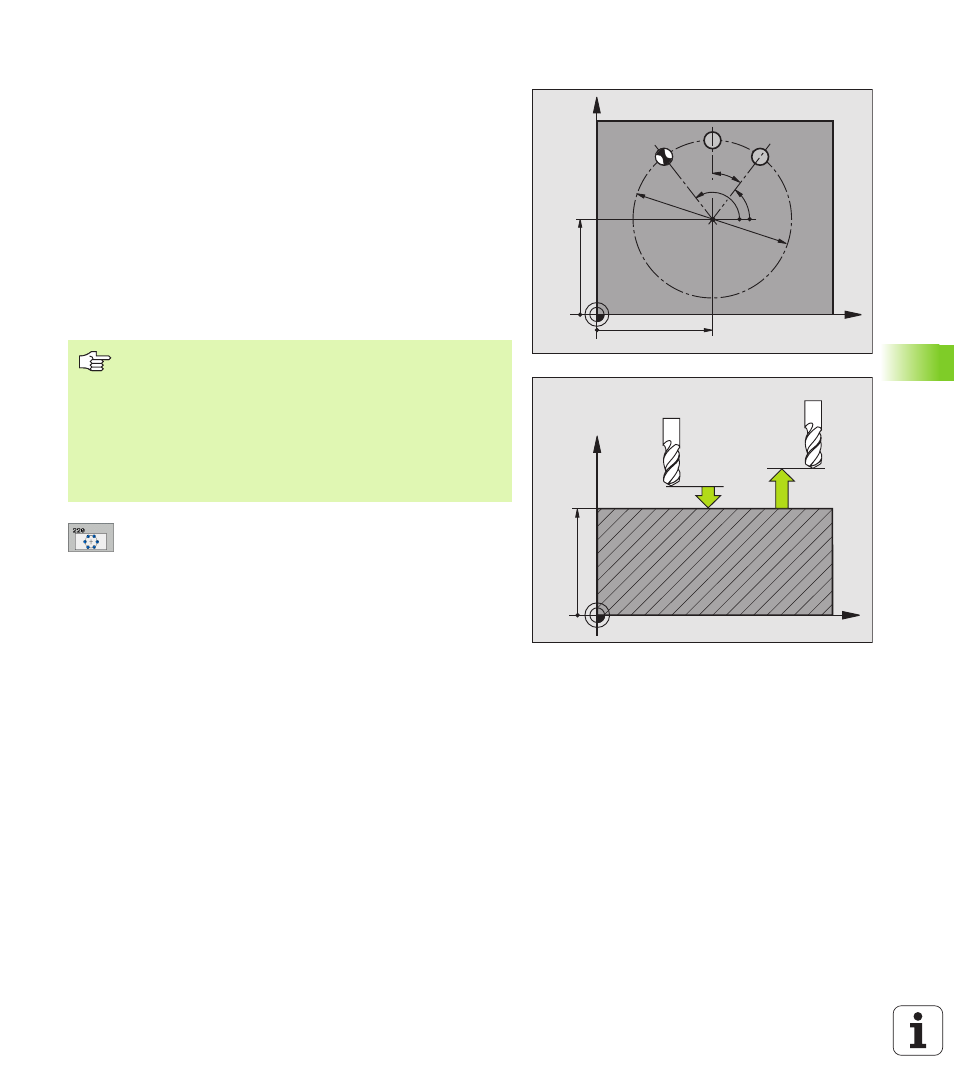
Střed 1. osy Q216 (absolutně): střed roztečné kružnice
v hlavní ose roviny obrábění.
Střed 2. osy Q217 (absolutně): střed roztečné kružnice
ve vedlejší ose roviny obrábění.
Průměr roztečné kružnice Q244: průměr roztečné
kružnice.
Úhel startu Q245 (absolutně): úhel mezi hlavní osou
roviny obrábění a bodem startu první operace
obrábění na roztečné kružnici.
Koncový úhel Q246 (absolutně): úhel mezi hlavní osou
roviny obrábění a bodem startu poslední operace
obrábění na roztečné kružnici (neplatí pro úplné
kruhy); koncový úhel zadávejte různý od úhlu startu;
je-li koncový úhel větší než úhel startu, pak probíhá
obrábění proti smyslu hodinových ručiček, jinak se
obrábí ve smyslu hodinových ručiček.
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
X
Z
Q200
Q203
Q204
Před programováním dbejte na tyto body
Cyklus 220 je aktivní jako DEF, to znamená, že cyklus 220
automaticky vyvolává naposledy definovaný cyklus
obrábění.
Pokud kombinujete některý z obráběcích cyklů 200 až
209, 212 až 215, 251 až 265 a 267 s cyklem 220, pak je
účinná bezpečná vzdálenost, povrch obrobku a 2.
bezpečná vzdálenost z cyklu 220.