4 otevírání a zadávání programů, Definice neobrobeného polotovaru, Blok – HEIDENHAIN TNC 320 (340 551-02) Uživatelská příručka
Stránka 75
HEIDENHAIN TNC 320
75
4.4 Otevírání a zadávání program
ů
4.4 Otevírání a zadávání programů
Struktura NC-programu ve formátu popisného
dialogu HEIDENHAIN
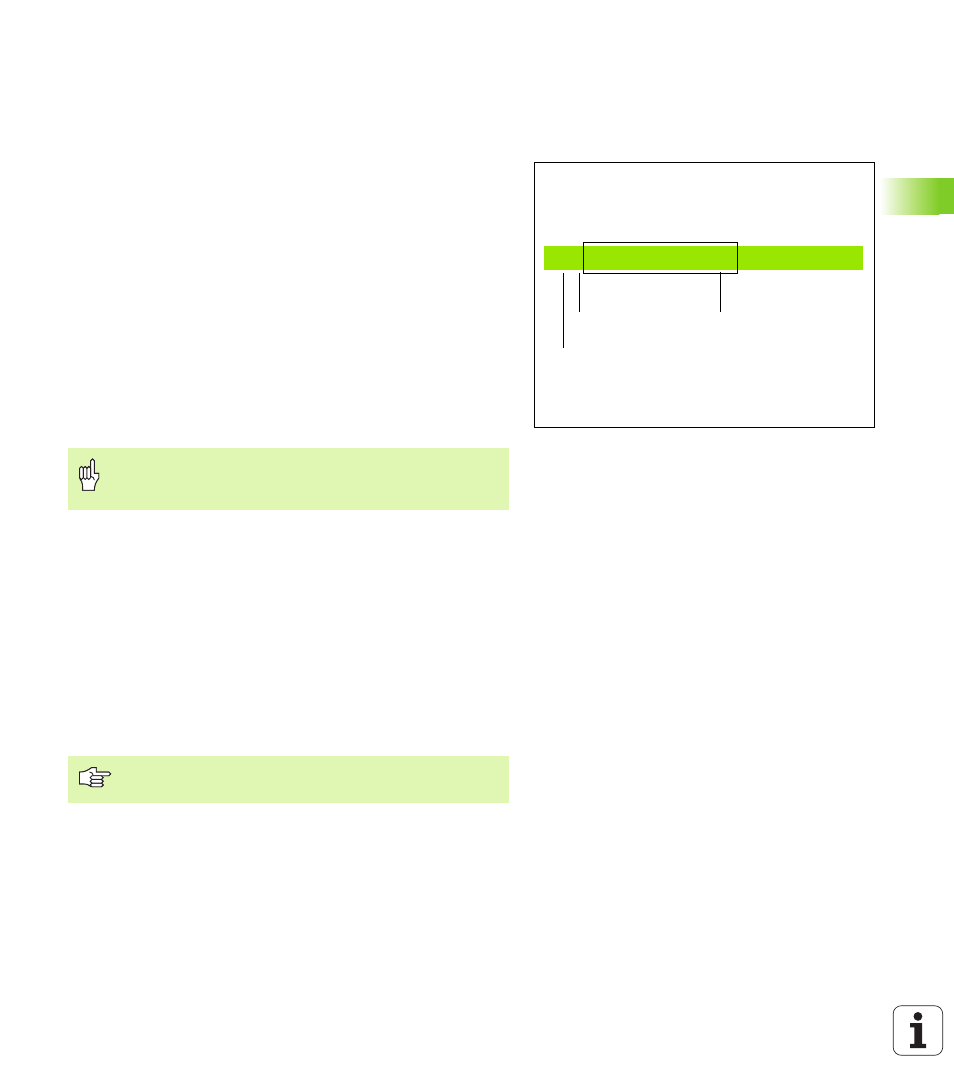
Program obrábění se skládá z řady programových bloků. Obrázek
vpravo ukazuje prvky bloku.
TNC čísluje bloky obráběcího programu ve vzestupném pořadí.
První blok programu je označen s BEGIN PGM, jménem programu a
platnou měrovou jednotkou.
Následující bloky obsahují informace o:
neobrobeném polotovaru,
definicích a vyvolání nástrojů,
nájezdu do bezpečné pozice,
posuvech a otáčkách vřetena,
dráhových pohybech, cyklech a dalších funkcích.
Poslední blok programu je označen s END PGM, jménem programu a
platnou měrovou jednotkou.
Definice neobrobeného polotovaru:
BLK FORM
Po otevření nového programu nadefinujte neobrobený polotovar ve
tvaru kvádru. K definování polotovaru stiskněte softklávesu SPEC FCT
a poté softklávesu BLK FORM. Tuto definici potřebuje TNC pro
grafické simulace. Strany kvádru smějí být dlouhé maximálně 100 000
mm, a leží rovnoběžně s osami X, Y a Z. Tento polotovar je definován
svými dvěma rohovými body:
MIN-bod: nejmenší souřadnice X,Y a Z kvádru; zadejte absolutní
hodnoty
MAX-bod: největší souřadnice X,Y a Z kvádru; zadejte absolutní
nebo přírůstkové hodnoty
HEIDENHAIN doporučuje, abyste zásadně najížděli po
vyvolání nástroje do bezpečné pozice, odkud může TNC
polohovat do obráběcí pozice bez kolize!
10 L X+10 Y+5 R0 F100 M3
Číslo bloku
Dráhová funkce
Slova
Blok
Definice neobrobeného polotovaru je nutná jen tehdy,
chcete-li program graficky testovat!