5 sl-cykly – HEIDENHAIN TNC 320 (340 551-02) Uživatelská příručka
Stránka 277
HEIDENHAIN TNC 320
277
8.5 SL-cykly
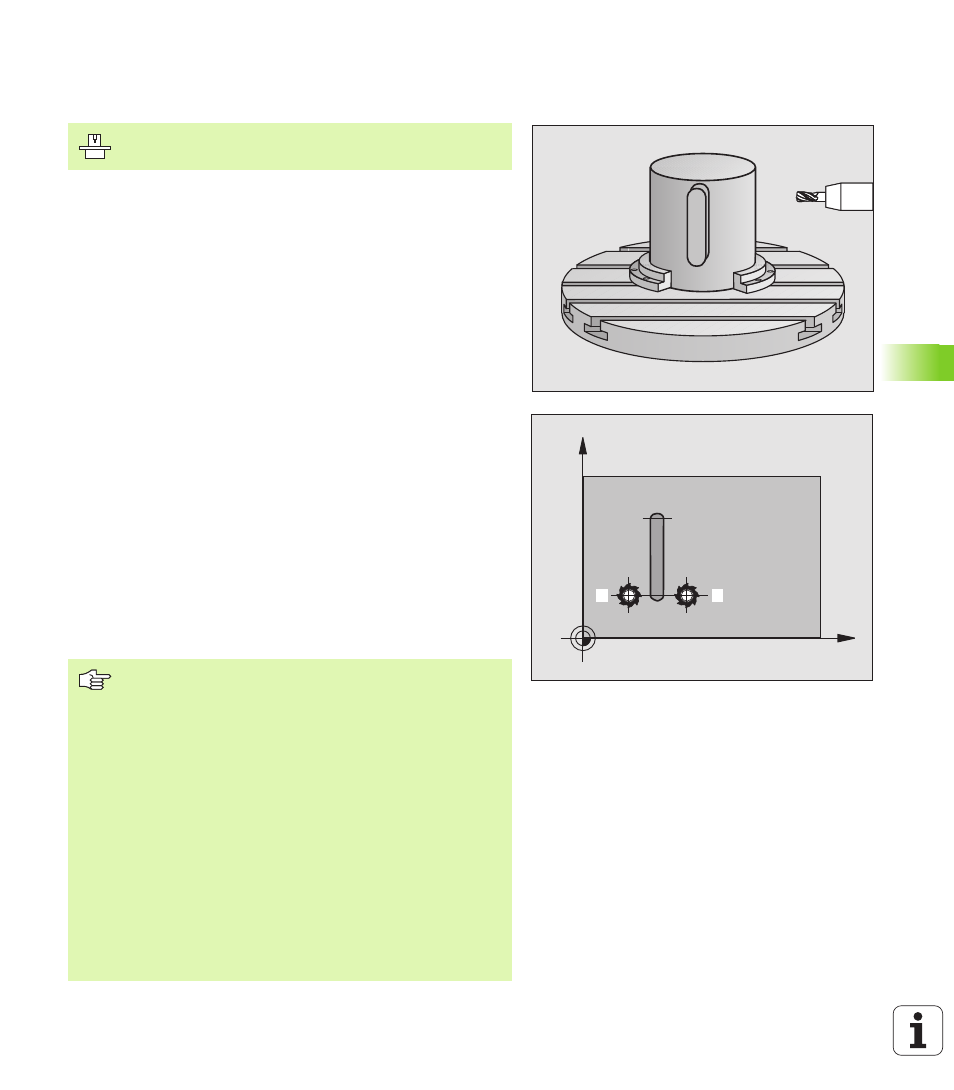
PLÁŠŤ VÁLCE frézování rovného výstupku
(cyklus 29, volitelný software 1)
Tímto cyklem můžete přenést na plášť válce výstupek, definovaný na
rozvinuté ploše. TNC nastavuje nástroj u tohoto cyklu tak, aby stěny
při aktivní korekci rádiusu probíhaly vždy navzájem rovnoběžně.
Dráhu středu výstupku naprogramujte s udáním korekce rádiusu
nástroje. Korekcí rádiusu určíte, zda TNC zhotoví výstupek
sousledným či nesousledným obráběním.
Na koncích výstupku TNC přidává zásadně vždy jeden půlkruh, jehož
rádius odpovídá polovině šířky výstupku.
1 TNC napolohuje nástroj nad výchozí bod obrábění. Výchozí bod
TNC vypočítá ze šířky výstupku a průměru nástroje. Leží
přesazený o polovinu šířky výstupku a průměr nástroje vedle
prvního bodu, který je definovaný v podprogramu obrysu. Korekce
rádiusu určuje, zda se začne vlevo (
1
, RL= sousledně) nebo
vpravo od výstupku (
2
, RR = nesousledně).
2 Když TNC napolohoval do první hloubky přísuvu, tak nástroj jede
po kružnici frézovacím posuvem Q12 tangenciálně na stěnu
výstupku. Popřípadě se bere do úvahy přídavek na obrobení stěny
načisto.
3 V první hloubce přísuvu jede nástroj frézovacím posuvem Q12
podél stěny výstupku, až je čep kompletně obrobený.
4 Poté odjede nástroj tangenciálně od stěny výstupku zpět do
výchozího bodu obrábění.
5 Kroky 2 až 4 se opakují, až se dosáhne programované hloubky
frézování Q1
6 Poté odjede nástroj v ose nástroje zpět do bezpečné výšky nebo
na poslední polohu naprogramovanou před cyklem.
X
Y
1
2
Stroj a TNC musí být výrobcem stroje připraveny.
Před programováním dbejte na tyto body
V prvním bloku NC obrysového podprogramu vždy
programujte obě souřadnice pláště válce.
Dbejte na to, aby měl nástroj pro najíždění a odjíždění
dostatečně místa po stranách.
Paměť pro jeden cyklus je omezená. V jednom cyklu
můžete naprogramovat maximálně 1000 obrysových
prvků.
Cyklus se může zpracovat pouze se zápornou hloubkou.
Při kladném zadání hloubky vypíše TNC chybové hlášení.
Válec musí být na otočném stole upnut vystředěně.
Osa vřetena musí směřovat kolmo k ose otočného stolu.
Není-li tomu tak, pak TNC vypíše chybové hlášení.
Tento cyklus můžete provádět též při naklopené rovině
obrábění.