Univerzální vrtání (cyklus g203) – HEIDENHAIN iTNC 530 (340 420) ISO programming Uživatelská příručka
Stránka 229
HEIDENHAIN iTNC 530
205
8.3 Cykly k vrtán, ř
e
zán vnitřnch závitů a frézován závitů
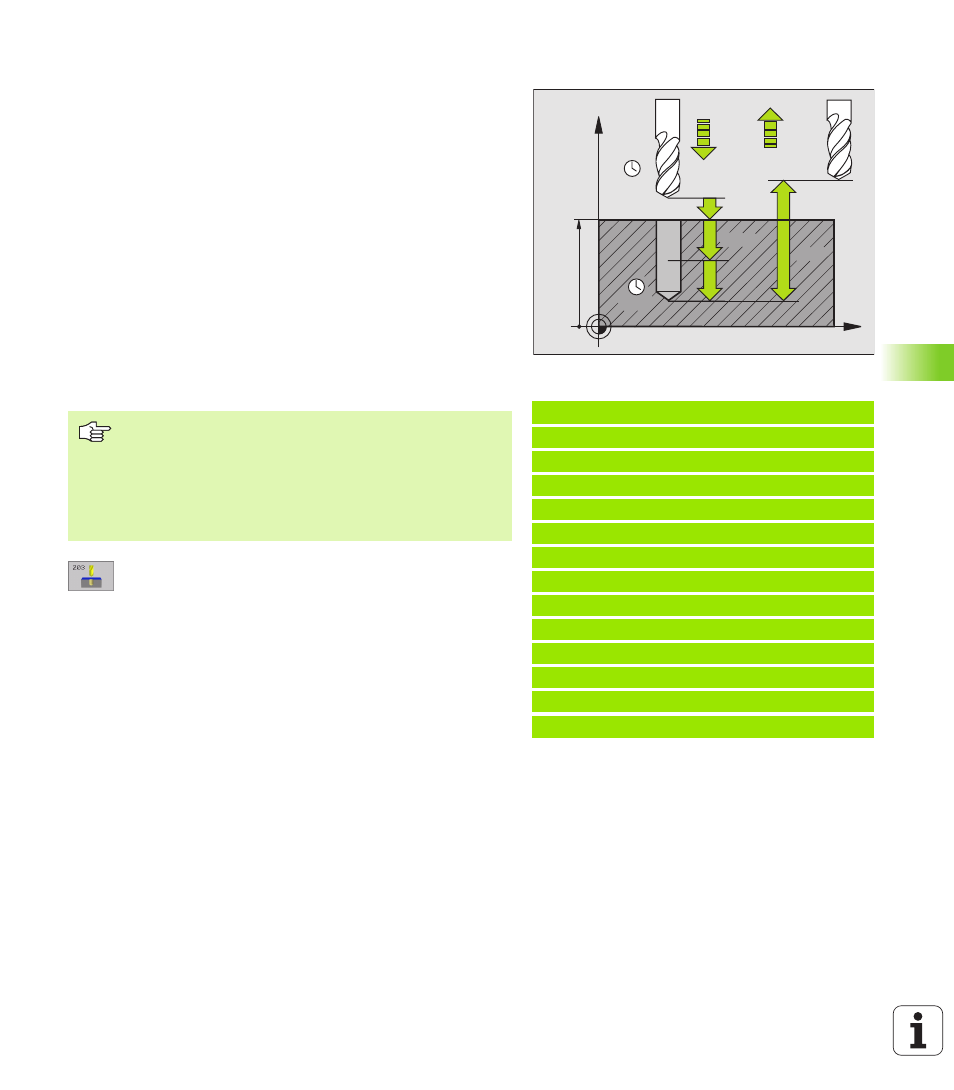
UNIVERZÁLNÍ VRTÁNÍ (cyklus G203)
1
TNC napolohuje nástroj v ose vřetena rychloposuvem do
bezpečnostn vzdálenosti nad povrchem obrobku.
2
Nástroj vrtá naprogramovaným posuvem F až do hloubky prvn ho
př suvu.
3
Je li zadáno přerušen tř sky, odjede TNC nástrojem zpět o
zadanou hodnotu zpětného pohybu. Pracujete li bez přerušen
tř sky, pak odjede TNC nástrojem zpětným posuvem do
bezpečnostn vzdálenosti, tam setrvá – je li to zadáno– a pak
opět jede rychloposuvem až do bezpečnostn vzdálenosti nad
prvn př suv do hloubky
4
Potom nástroj vrtá posuvem o dalš hloubku př suvu. Tato
hloubka př suvu se s každým př suvem zmenšuje o redukčn
hodnotu – je li zadána
5
TNC opakuje tento postup (2 4), až se dosáhne hloubky d ry.
6
Na dně d ry setrvá nástroj – je li to zadáno – pro doř znut a po
časové prodlevě se vrát zpětným posuvem na bezpečnostn
vzdálenost. Pokud jste zadali 2. bezpečnostn vzdálenost, tak
TNC tam s nástrojem odjede rychloposuvem
U
U
U
U
Bezpečnostn vzdálenost Q200 (inkrementálně):
vzdálenost hrot nástroje – povrch obrobku
U
U
U
U
Hloubka Q201 (inkrementálně): vzdálenost povrchu
obrobku – dno d ry (hrot kužele vrtáku)
U
U
U
U
Posuv př suvu do hloubky Q206: pojezdová
rychlost nástroje při vrtán v mm/min
U
U
U
U
Hloubka př suvu Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune. Hloubka nemus
být násobkem hloubky př suvu. TNC najede na
hloubku v jediné operaci, jestliže:
n
hloubka př suvu a konečná hloubka jsou stejné
n
hloubka př suvu je větš než konečná hloubka
U
U
U
U
Časová prodleva nahoře Q210: doba v sekundách,
po kterou nástroj setrvá na bezpečnostn vzdálenosti
poté, co j m TNC vyjelo z d ry kvůli odstraněn tř sek
U
U
U
U
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku
U
U
U
U
2. Bezpečnostn vzdálenost Q204
(inkrementálně): souřadnice osy vřetena, v n ž
nemůže doj t ke kolizi mezi nástrojem a obrobkem
(up nadly)
Př klad: NC bloky
N110 G203 UNIVERZALNI VRTANI
Q200=2
;BEZPEČNOSTNÍ VZDÁLENOST
Q201= 20 ;HLOUBKA
Q206=150 ;POSUV PŘÍSUVU DO HLOUBKY
Q202=5
;HLOUBKA PŘÍSUVU
Q210=0
;ČASOVÁ PRODLEVA NAHOŘE
Q203=+20 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNOSTNÍ VZDÁLENOST
Q212=0.2 ;VELIKOST ÚBĚRU
Q213=3
;PŘERUŠENÍ TŘÍSKY
Q205=3
;HLOUBKA PŘÍSUVU
Q211=0.25 ;ČASOVÁ PRODLEVA DOLE
Q208=500 ;POSUV ZPĚT
Q256=0.2 ;ZPĚT PŘI PŘERUŠENÍ TŘÍSKY
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
Před programován m dbejte na tyto body:
Naprogramujte polohovac blok do bodu startu (střed
d ry) v rovině obráběn s korekc rádiusu G40.
Znaménko parametru cyklu Hloubka definuje směr
obráběn . Naprogramujete li hloubku = 0, pak TNC
cyklus neprovede.