Frézou (viz „př klad: pláš, 7 slcykly skupiny ii, Př klad: pláš ″ válce cyklem g128 – HEIDENHAIN iTNC 530 (340 420) ISO programming Uživatelská příručka
Stránka 323
HEIDENHAIN iTNC 530
299
8.7 SLcykly skupiny II
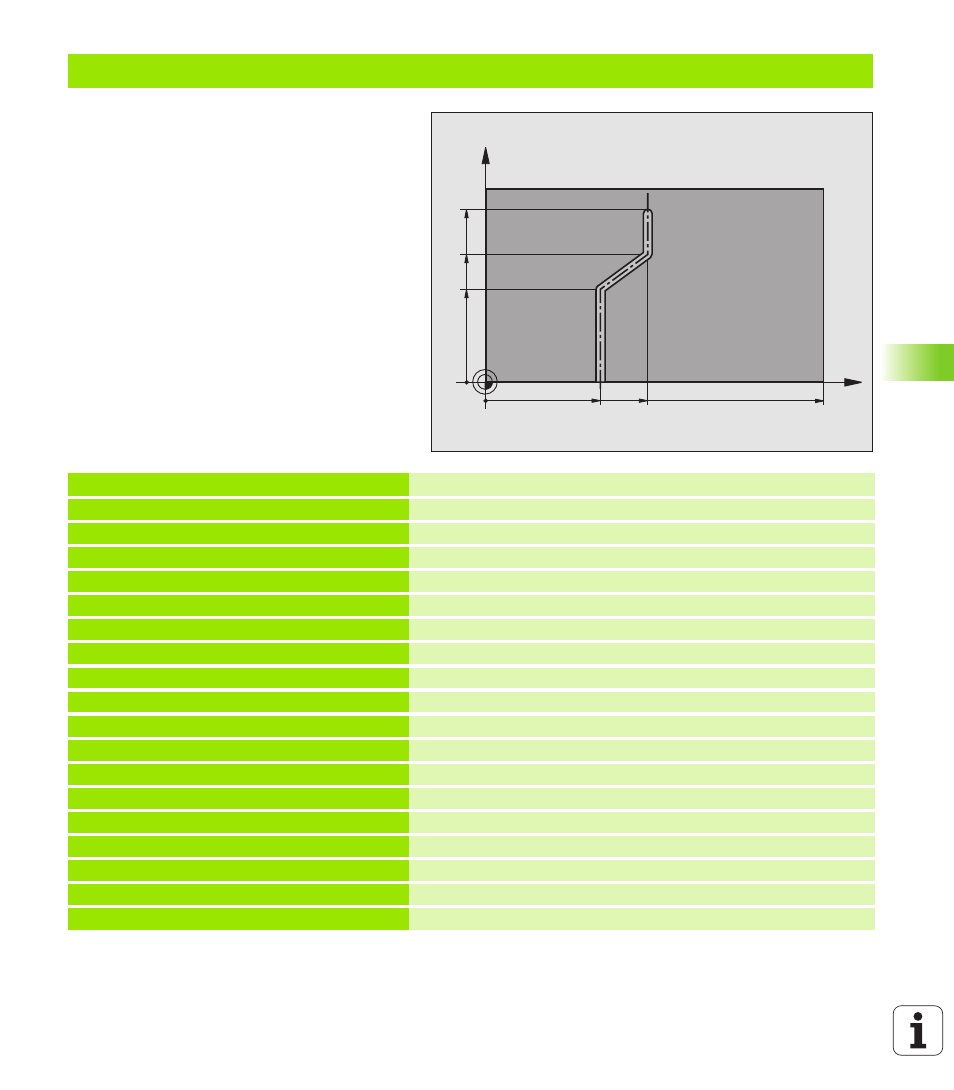
Př klad: Pláš
″
válce cyklem G128
Upozorněn :
n
Válec centricky upnutý na otočném stole.
n
Vztažný bod lež ve středu otočného stolu.
n
Popis dráhy středu v podprogramu obrysu.
%C28 G71 *
N10 G99 T1 L+0 R+3,5 *
Definice nástroje
N20 T1 G18 S2000 *
Vyvolán nástroje, osa nástroje Y.
N30 G00 G40 G90 Y+250 *
Vyjet nástroje
N40 G37 P01 1 *
Definice podprogramu obrysu
N50 X+0 *
Napolohován nástroje na střed kruhového stolu.
N60 G128 VÁLCOVÝ PLÁŠ
″
Definice parametrů obráběn
Q1= 7
;HLOUBKA FRÉZOVÁNÍ
Q3=+0
;PŘÍDAVEK STRANY
Q6=2
;BEZPEČNOSTNÍ VZDÁLENOST
Q10= 4
;HLOUBKA PŘÍSUVU
Q11=100 ;POSUV PŘÍSUVU DO HLOUBKY
Q12=250 ;POSUV FRÉZOVÁNÍ
Q16=25
;RÁDIUS
Q17=1
;ZPŮSOB KÓTOVÁNÍ
Q20=10
;ŠÍŘKA DRÁŽKY
N70 C+0 M3 *
Předpolohován otočného stolu
N80 G79 *
Vyvolán cyklu
N90 G00 G40 Y+250 M2 *
Vyjet nástroje, konec programu
C
Z
157
52.5
40
35
60
70