HEIDENHAIN iTNC 530 (340 420) ISO programming Uživatelská příručka
Stránka 244
220
8 Programován : cykly
8.3 Cykly k vrtán, ř
e
zán vnitřnch závitů a frézován závitů
U
U
U
U
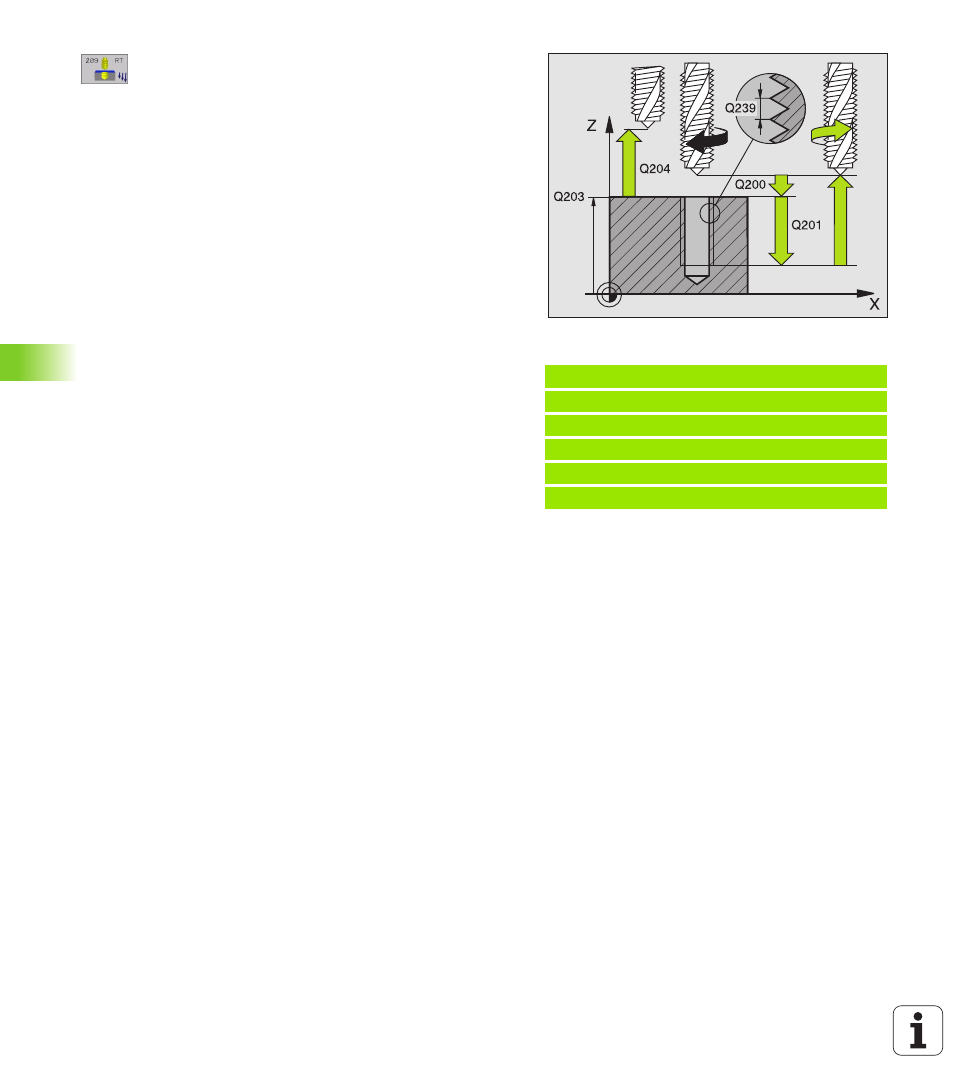
Bezpečnostn vzdálenost Q200 (inkrementálně):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka závitu Q201 (inkrementálně): vzdálenost
povrchu obrobku – konce závitu.
U
U
U
U
Stoupán závitu Q239
stoupán závitu. Znaménko definuje pravý nebo levý
závit:
+= pravý závit
–= levý závit
U
U
U
U
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku.
U
U
U
U
2. Bezpečnostn vzdálenost Q204
(inkrementálně): souřadnice osy vřetena, v n ž
nemůže doj t ke kolizi mezi nástrojem a obrobkem
(up nadly).
U
U
U
U
Hloubka vrtán do přerušen tř sky Q257
(inkrementálně): př suv, po němž TNC provede
přerušen tř sky.
U
U
U
U
Zpětný pohyb při přerušen tř sky Q256: TNC
vynásob stoupán Q239 zadanou hodnotou a při
přerušován tř sky odjede nástrojem o tuto
vypočtenou hodnotu zpět. Zadáte li Q256 = 0,
odjede TNC pro odstraněn tř sky z d ry zcela ven (na
bezpečnostn vzdálenost).
U
U
U
U
Úhel pro orientaci vřetena Q336 (absolutně): úhel,
na nějž TNC napolohuje nástroj před operac řezán
závitu. D ky tomu můžete závit př padně doř znout.
Vyjet nástroje při přerušen programu
Stisknete li během řezán závitu extern tlač tko STOP, zobraz TNC
softklávesu RUČNÍ VYJETÍ. Když stisknete softklávesu RUČNÍ
VYJETÍ, můžete nástrojem ř zeně vyjet. K tomu stiskněte tlač tko
kladného směru aktivn osy vřetena.
Př klad: NC bloky
N260 G207 VRTANI VNITRNICH ZAVITU GS NOVE
Q200=2
;BEZPEČNOSTNÍ VZDÁLENOST
Q201= 20 ;HLOUBKA
Q239=+1 ;STOUPÁNÍ ZÁVITU
Q203=+25 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNOSTNÍ VZDÁLENOST