Řezání závitu (cyklus g86) – HEIDENHAIN iTNC 530 (340 420) ISO programming Uživatelská příručka
Stránka 242
218
8 Programován : cykly
8.3 Cykly k vrtán, ř
e
zán vnitřnch závitů a frézován závitů
U
U
U
U
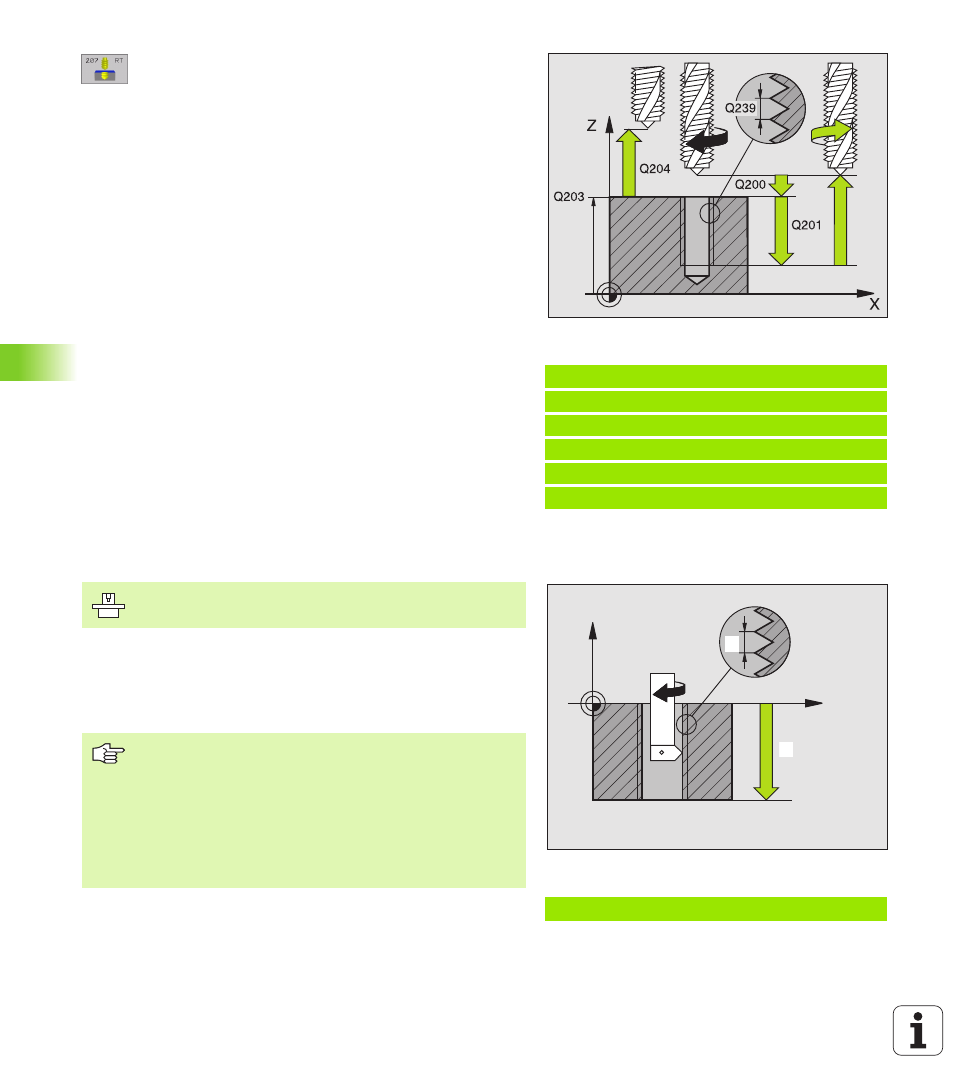
Bezpečnostn vzdálenost Q200 (inkrementálně):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka vrtán Q201 (inkrementálně): vzdálenost
povrchu obrobku – konce závitu.
U
U
U
U
Stoupán závitu Q239
stoupán závitu. Znaménko definuje pravý nebo levý
závit:
+= pravý závit
–= levý závit
U
U
U
U
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku.
U
U
U
U
2. Bezpečnostn vzdálenost Q204
(inkrementálně): souřadnice osy vřetena, v n ž
nemůže doj t ke kolizi mezi nástrojem a obrobkem
(up nadly).
Vyjet nástroje při přerušen programu
Stisknete li během řezán závitu extern tlač tko STOP, zobraz TNC
softklávesu RUČNÍ VYJETÍ. Když stisknete softklávesu RUČNÍ
VYJETÍ, můžete nástrojem ř zeně vyjet. K tomu stiskněte tlač tko
kladného směru aktivn osy vřetena.
ŘEZÁNÍ ZÁVITU (cyklus G86)
Cyklus G86 ŘEZÁNÍ ZÁVITU naj žd nástrojem s ř zeným vřetenem z
aktuáln polohy do hloubky s aktivn mi otáčkami. Na dně d ry se
otáčen vřetena zastav . Naj žděc a vyj žděc pohyby mus te zadat
odděleně – nejlépe pomoc cyklu výrobce. Váš výrobce stroje vám k
tomu sděl bližš informace.
Př klad: NC bloky
N26 G207
Q200=2
;BEZPEČNOSTNÍ VZDÁLENOST
Q201= 20 ;HLOUBKA
Q239=+1 ;STOUPÁNÍ ZÁVITU
Q203=+25 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNOSTNÍ VZDÁLENOST
Př klad: NC bloky
N22 G86 P01 20 P02 +1 *
X
Z
1
1
1
2
Stroj a TNC mus být výrobcem stroje připraveny.
Před programován m dbejte na tyto body:
TNC vypočte posuv v závislosti na otáčkách vřetena.
Pokud během řezán závitu otáč te otočným regulátorem
pro override otáček, přizpůsob TNC automaticky posuv.
Otočný regulátor pro override posuvu nen aktivn .
TNC automaticky zapne a vypne otáčen vřetena. Před
vyvolán m cyklu neprogramujte M3 nebo M4.