HEIDENHAIN iTNC 530 (340 420) ISO programming Uživatelská příručka
Stránka 236
212
8 Programován : cykly
8.3 Cykly k vrtán, ř
e
zán vnitřnch závitů a frézován závitů
U
U
U
U
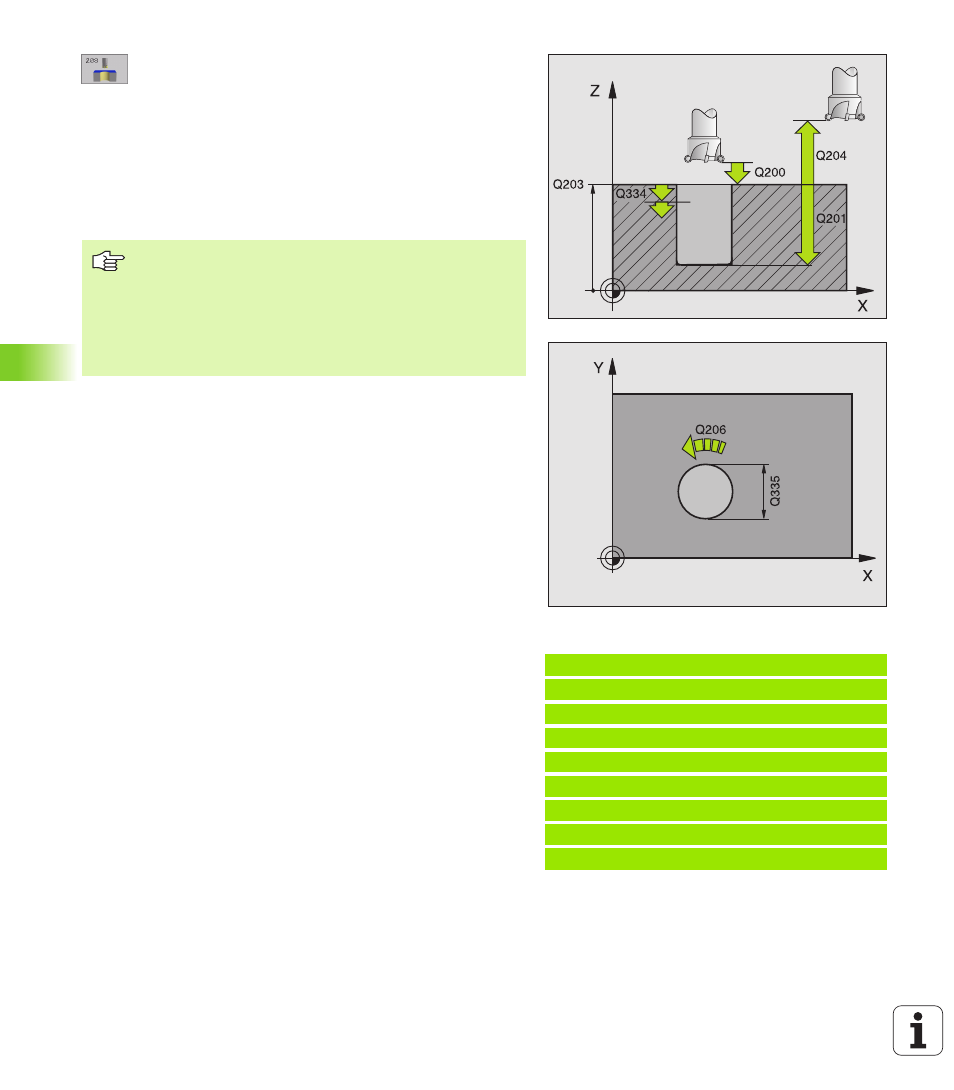
Bezpečnostn vzdálenost Q200 (inkrementálně):
vzdálenost hrotu nástroje – povrchu obrobku
U
U
U
U
Hloubka Q201 (inkrementálně): vzdálenost povrchu
obrobku – dna d ry
U
U
U
U
Posuv př suvu do hloubky Q206: pojezdová
rychlost nástroje při vrtán po šroubovici v mm/min.
U
U
U
U
Hloubka př suvu na šroubovici Q334
(inkrementálně): rozměr, o který je nástroj po každé
obrátce šroubovice (=360°) vždy přisunut.
U
U
U
U
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku
U
U
U
U
2. Bezpečnostn vzdálenost Q204
(inkrementálně): souřadnice osy vřetena, v n ž
nemůže doj t ke kolizi mezi nástrojem a obrobkem
(up nadly).
U
U
U
U
C lový průměr Q335 (absolutně): průměr d ry.
Jestliže jste zadali průměr d ry rovnaj c se průměru
nástroje, vrtá TNC př mo bez interpolace šroubovice
na zadanou hloubku.
U
U
U
U
Předvrtaný průměr Q342 (absolutně): Jestliže
zadáte v Q342 hodnotu větš než „0“, nebude již TNC
provádět kontrolu ohledně poměru c lového
průměru a průměru nástroje. T m můžete vyfrézovat
d ry, jejichž průměr je v ce než dvakrát tak velký než
průměr nástroje.
Př klad: NC bloky
N120 G208 VRTACI FREZOVANI
Q200=2
;BEZPEČNOSTNÍ VZDÁLENOST
Q201= 80 ;HLOUBKA
Q206=150 ;POSUV PŘÍSUVU DO HLOUBKY
Q334=1.5 ;HLOUBKA PŘÍSUVU
Q203=+100 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNOSTNÍ VZDÁLENOST
Q335=25 ;CÍLOVÝ PRŮMĚR
Q342=0
;PŘEDVOLENÝ PRŮMĚR
Uvědomte si, že při př liš velkém př suvu může váš nástroj
poškodit sám sebe i obrobek.
Aby se zabránilo zadán př liš velkých př suvů, udejte v
tabulce nástrojů ve sloupci ANGLE maximálně možný
úhel zanořen nástroje, viz „Nástrojová data”, str. 103.
TNC pak automaticky vypočte maximálně dovolený
př suv a př padně změn vámi zadanou hodnotu.