Frézování obrysu (cyklus g58/g59), 6 slcykly skupiny 1 – HEIDENHAIN iTNC 530 (340 420) ISO programming Uživatelská příručka
Stránka 299
HEIDENHAIN iTNC 530
275
8.6 SLcykly skupiny 1
U
U
U
U
Bezpečnostn vzdálenost
1
(inkrementálně):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka frézován
2
(inkrementálně): vzdálenost
povrchu obrobku– dna kapsy.
U
U
U
U
Hloubka př suvu
3
(inkrementálně): rozměr, o který
se nástroj pokaždé přisune. Hloubka frézován
nemus být násobkem hloubky př suvu. TNC najede
na hloubku v jediné operaci, jestliže:
n
hloubka př suvu a konečná hloubka jsou stejné,
n
hloubka př suvu je větš než konečná hloubka
U
U
U
U
Posuv př suvu do hloubky: posuv při zanořován v
mm/min.
U
U
U
U
Př davek na dokončen př davek v rovině obráběn .
U
U
U
U
Úhel hrubován : směr pohybu při hrubován . Úhel
hrubován se vztahuje k hlavn ose obráběc roviny.
Zadejte úhel tak, aby vznikaly pokud možné dlouhé
úseky.
U
U
U
U
Posuv frézovac posuv v mm/min.
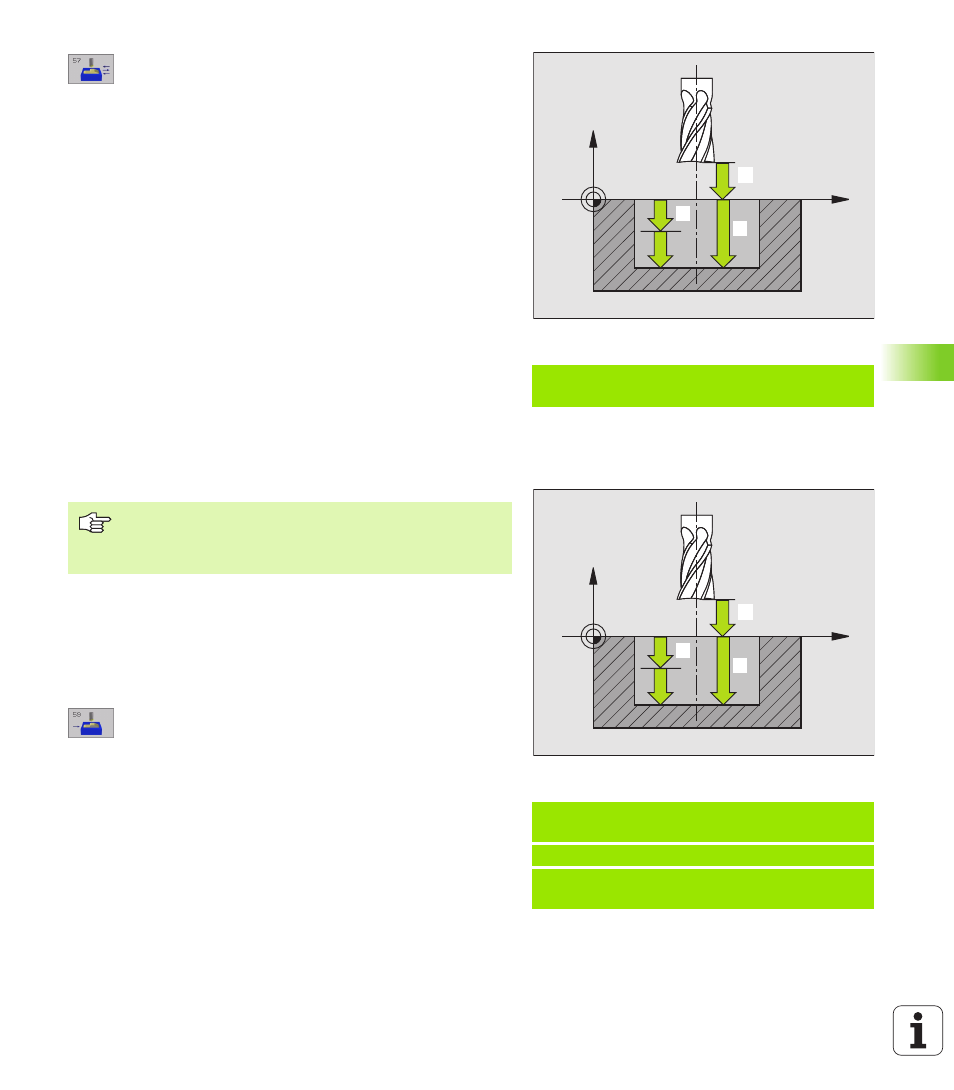
FRÉZOVÁNÍ OBRYSU (cyklus G58/G59)
Použit
Cyklus G58/G59 FRÉZOVÁNÍ OBRYSU slouž k dokončen obrysu kapsy.
Smysl natáčen při frézován obrysu:
n
Ve smyslu hodinových ručiček: G58
n
Proti smyslu hodinových ručiček: G59
U
U
U
U
Bezpečnostn vzdálenost
1
(inkrementálně):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku.
U
U
U
U
Hloubka frézován
2
(inkrementálně): vzdálenost
povrchu obrobku– dna kapsy.
U
U
U
U
Hloubka př suvu
3
(inkrementálně): rozměr, o který
se nástroj pokaždé přisune. Hloubka frézován
nemus být násobkem hloubky př suvu. TNC najede
na hloubku v jediné operaci, jestliže:
n
hloubka př suvu a konečná hloubka jsou stejné,
n
hloubka př suvu je větš než konečná hloubka
U
U
U
U
Posuv př suvu do hloubky: posuv při zanořován v
mm/min.
U
U
U
U
Posuv frézovac posuv v mm/min.
Př klad: NC bloky
N54 G57 P01 2 P02 15 P03 5 P04 250
P05 +0,5 P06 +30 P07 500 *
X
Z
11
12
13
Př klad: NC bloky
N54 G58 P01 2 P02 15 P03 5 P04 250
P05 500 *
...
N71 G59 P01 2 P02 15 P03 5 P04 250
P05 500 *
X
Z
11
12
13
Před programován m dbejte na tyto body:
Polohovac blok naprogramujte do bodu startu v ose
vřetena (bezpečnostn vzdálenost nad povrchem obrobku).