5 naklápěn roviny obráběn, Použit , pracovn postup – HEIDENHAIN iTNC 530 (340 420) ISO programming Uživatelská příručka
Stránka 48
24
2 Ručn provoz a seř zen
2.5 Naklápěn r
o
viny obráběn
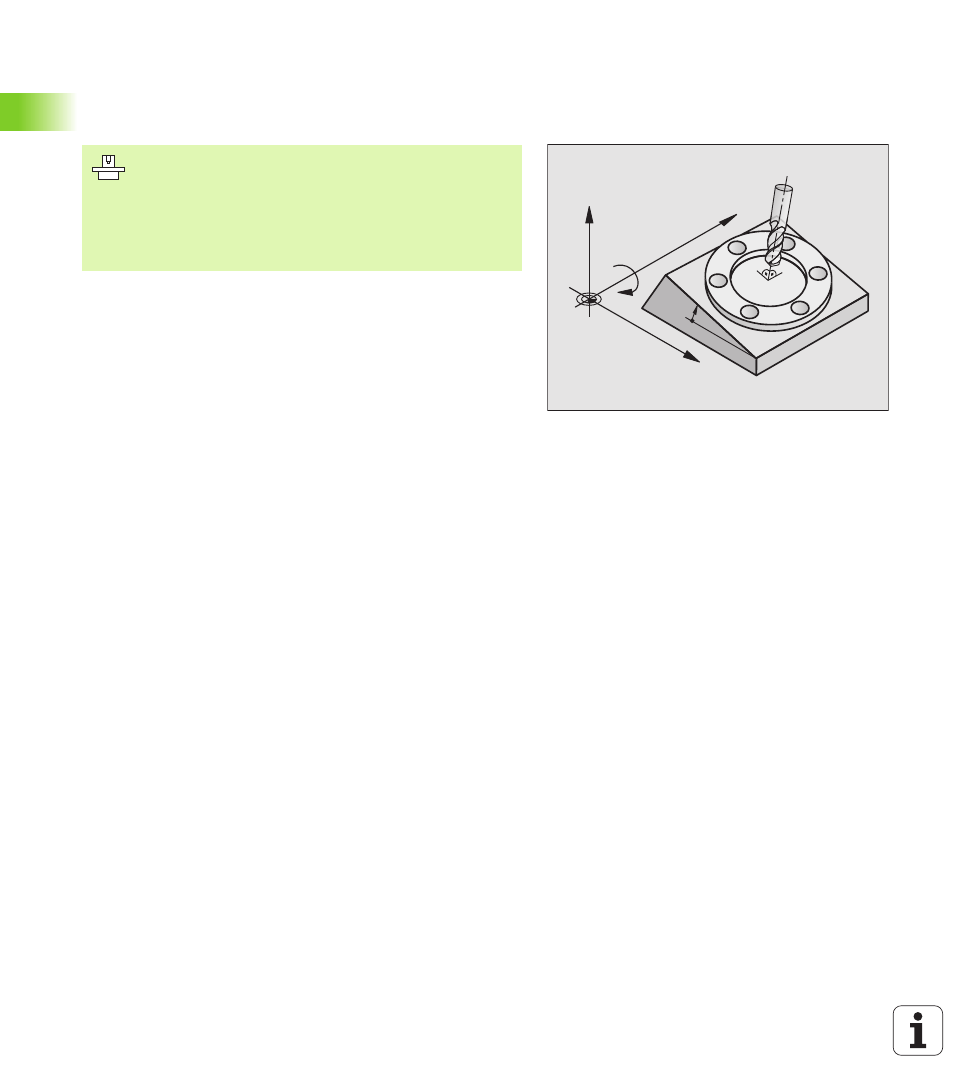
2.5 Naklápěn roviny obráběn
Použit , pracovn postup
TNC podporuje naklápěn rovin obráběn u obráběc ch strojů jak s
naklápěc mi hlavami, tak i s naklápěc mi stoly. Typické aplikace jsou
např klad šikmé d ry nebo v prostoru šikmo lež c obrysy. Rovina
obráběn je přitom pokaždé naklopena okolo aktivn ho nulového
bodu. Jako vždy se obráběn programuje v hlavn rovině (např klad v
rovině X/Y), provád se však v té rovině, která je vůči hlavn rovině
naklopena.
Pro naklápěn roviny obráběn existuj dvě funkce:
n
Ručn naklápěn softklávesou 3D ROT v provozn ch režimech Ručn
Provoz a Ručn Kolečko, viz „Aktivován ručn ho naklápěn ”, str. 27
n
Ř zené naklápěn , cyklus G80ROVINA OBRÁBĚNÍ v programu
obráběn (viz „ROVINA OBRÁBÌNÍ (cyklus G80)” na str. 328)
Funkc TNC k „naklápěn roviny obráběn “ je transformace
souřadnic. Rovina obráběn přitom stoj vždy kolmo ke směru osy
nástroje.
TNC zásadně rozlišuje při naklápěn roviny obráběn dva typy strojů:
n
Stroj s naklápěc m stolem
n
Obrobek mus te um stit do požadované polohy pro obráběn
pomoc odpov daj c ho napolohován naklápěc ho stolu,
např klad pomoc G0 bloku.
n
Poloha transformované osy nástroje se ve vztahu k pevnému
souřadnému systému stroje neměn . Pokud stůl – tedy obrobek
– otoč te např klad o 90°, souřadný systém se s n m neotoč .
Stisknete li v provozn m režimu Ručn Provoz směrové tlač tko
osy Z+, poj žd nástroj ve směru Z+.
n
TNC bere pro výpočet transformované soustavy souřadnic v
úvahu pouze mechanicky podm něná přesazen daného
naklápěc ho stolu – takzvané „translátorské“ pod ly.
Funkce k naklápěn roviny obráběn jsou výrobcem stroje
přizpůsobeny pro TNC a pro stroj. U některých
naklápěc ch hlav (naklápěc ch stolů) definuje výrobce
stroje, zda v cyklu programované úhly TNC interpretuje
jako souřadnice rotačn ch os nebo jako úhlovou
komponentu šikmé roviny. Informujte se ve vaš př ručce
ke stroji.
X
Z
Y
B
10°