3 korekce nástroje – HEIDENHAIN iTNC 530 (340 49x-03) Uživatelská příručka
Stránka 204
204
5 Programování: Nástroje
5.3 Korekce nástroje
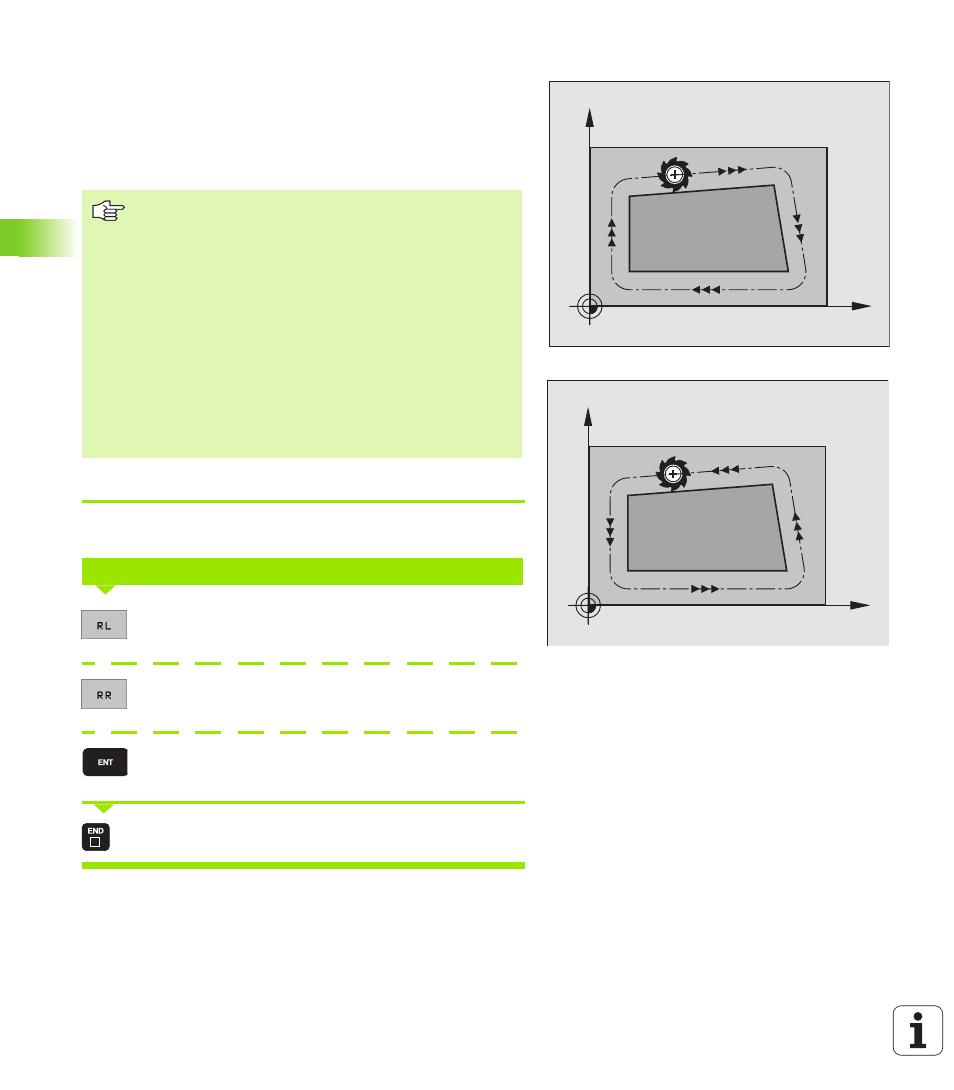
Dráhové pohyby s korekcí rádiusu: RR a RL
Střed nástroje se přitom nachází ve vzdálenosti rádiusu nástroje od
programovaného obrysu. „Vpravo“ a „vlevo“ označuje polohu nástroje
ve směru pojezdu podél obrysu obrobku. Viz obrázky.
Zadání korekce rádiusu
Naprogramujte libovolnou pohybovou funkci, zadejte souřadnice
cílového bodu a potvrďte je klávesou ZADÁNÍ
Pohyb nástroje vlevo od programovaného obrysu:
stiskněte softklávesu RL nebo
Pohyb nástroje vpravo od programovaného obrysu:
stiskněte softklávesu RR nebo
Pohyb nástroje bez korekce rádiusu, případně
zrušení korekce rádiusu: stiskněte klávesu ZADÁNÍ
Ukončení bloku: stiskněte klávesu KONEC (END)
X
Y
RL
X
Y
RR
RR
Nástroj pojíždí vpravo od obrysu
RL
Nástroj pojíždí vlevo od obrysu
Mezi dvěma bloky programu s rozdílnou korekcí rádiusu
RR a RL musí být nejméně jeden blok pojezdu v rovině
obrábění bez korekce rádiusu (tedy s R0).
Korekce rádiusu je aktivní až do konce bloku, ve kterém
byla poprvé naprogramována.
Korekci rádiusu můžete aktivovat též pro přídavné osy
roviny obrábění. Tyto přídavné osy programujte také v
každém následujícím bloku, protože TNC by jinak provedl
korekci rádiusu opět v hlavní ose.
Při prvním bloku s korekcí rádiusu RR/RL a při zrušení s
R0 polohuje TNC nástroj vždy kolmo na programovaný
bod startu nebo konce. Napolohujte nástroj před prvním
bodem obrysu, respektive za posledním bodem obrysu
tak, aby nedošlo k poškození obrysu.
KOREKCE RÁDIUSU: RL/RR/BEZ KOREKCE?