HEIDENHAIN iTNC 530 (340 49x-03) Uživatelská příručka
Stránka 359
HEIDENHAIN iTNC 530
359
8.3 Cykly k vrtání,
řezání vnit
řních závit
ů
a frézování závit
ů
8
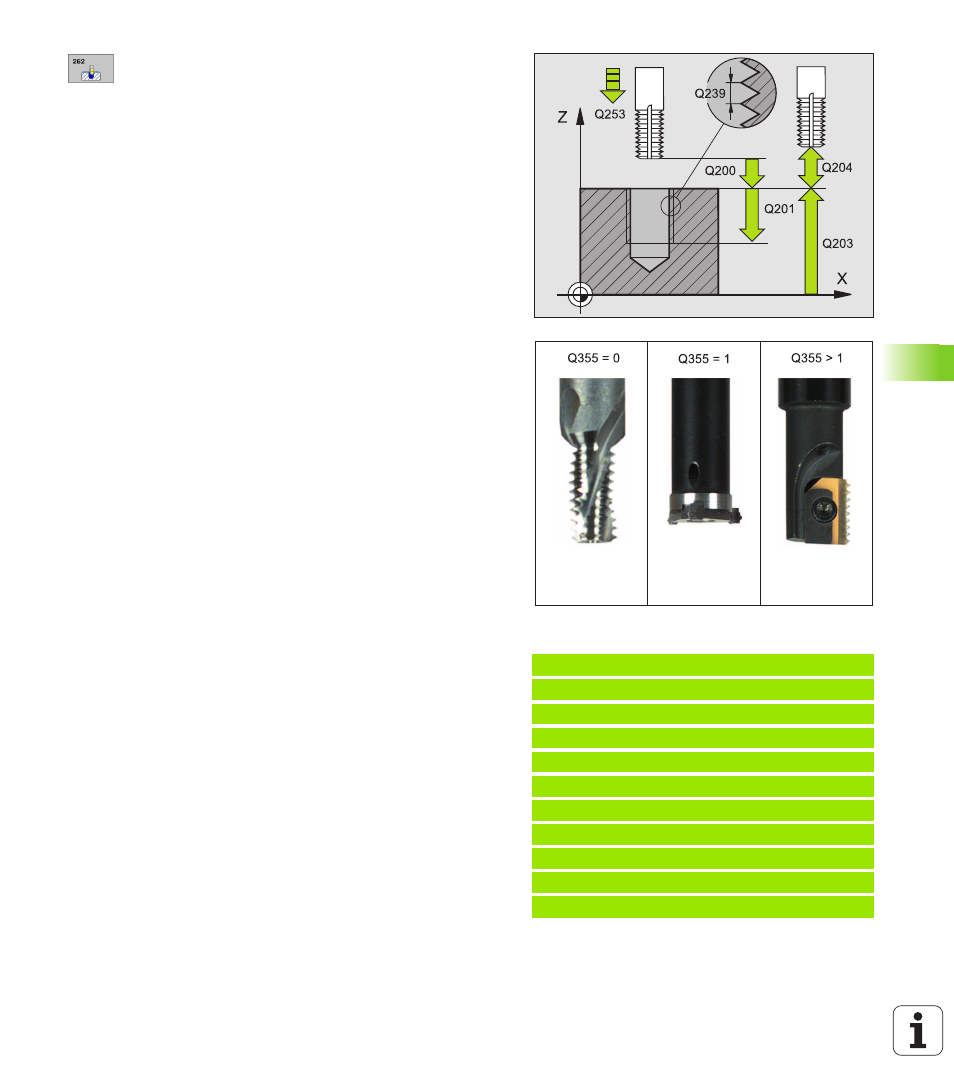
Cílový průměr Q335: jmenovitý průměr závitu
8
Stoupání závitu Q239: stoupání závitu. Znaménko
definuje pravý nebo levý závit:
+= pravý závit
– = levý závit
8
Hloubka závitu Q201 (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem závitu
8
Přesazování Q355: počet chodů závitu, o něž se
nástroj přesadí:
0 = jedna 360° šroubovice na hloubku závitu
1 = kontinuální šroubovice po celkové délce závitu
>1 = několik šroubovicových drah s najížděním a
odjížděním, mezi nimiž TNC přesazuje nástroj o Q355
krát stoupání
8
Polohovací posuv Q253: pojezdová rychlost nástroje
při zanořování do obrobku, případně při vyjíždění z
obrobku v mm/min
8
Druh frézování Q351: druh obrábění frézováním při
M3
+1 = sousledné frézování
–1 = nesousledné frézování
8
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost mezi hrotem nástroje a povrchem obrobku
8
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku
8
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly)
8
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min
Példa: NC-bloky
25 CYCL DEF 262 FRÉZOVÁNÍ ZÁVITU
Q335=10
;CÍLOVÝ PRŮMĚR
Q239=+1,5 ;STOUPÁNÍ
Q201=-20
;HLOUBKA ZÁVITU
Q355=0
;PŘESAZOVÁNÍ
Q253=750
;POSUV PŘEDPOLOHOVÁNÍ
Q351=+1
;DRUH FRÉZOVÁNÍ
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q203=+30 ;SOUŘADNICE POVRCHU
Q204=50
;2. BEZPEČNÁ VZDÁLENOST
Q207=500
;POSUV FRÉZOVÁNÍ