Tolerance (cyklus 32), 10 speciální cykly – HEIDENHAIN iTNC 530 (340 49x-03) Uživatelská příručka
Stránka 508
508
8 Programování: Cykly
8.10 Speciální cykly
TOLERANCE (cyklus 32)
Zadáním údajů v cyklu 32 můžete ovlivnit výsledek HSC-obrábění z
hlediska přesnosti, kvality povrchu a rychlosti, pokud byl TNC upraven
podle vlastností daného stroje.
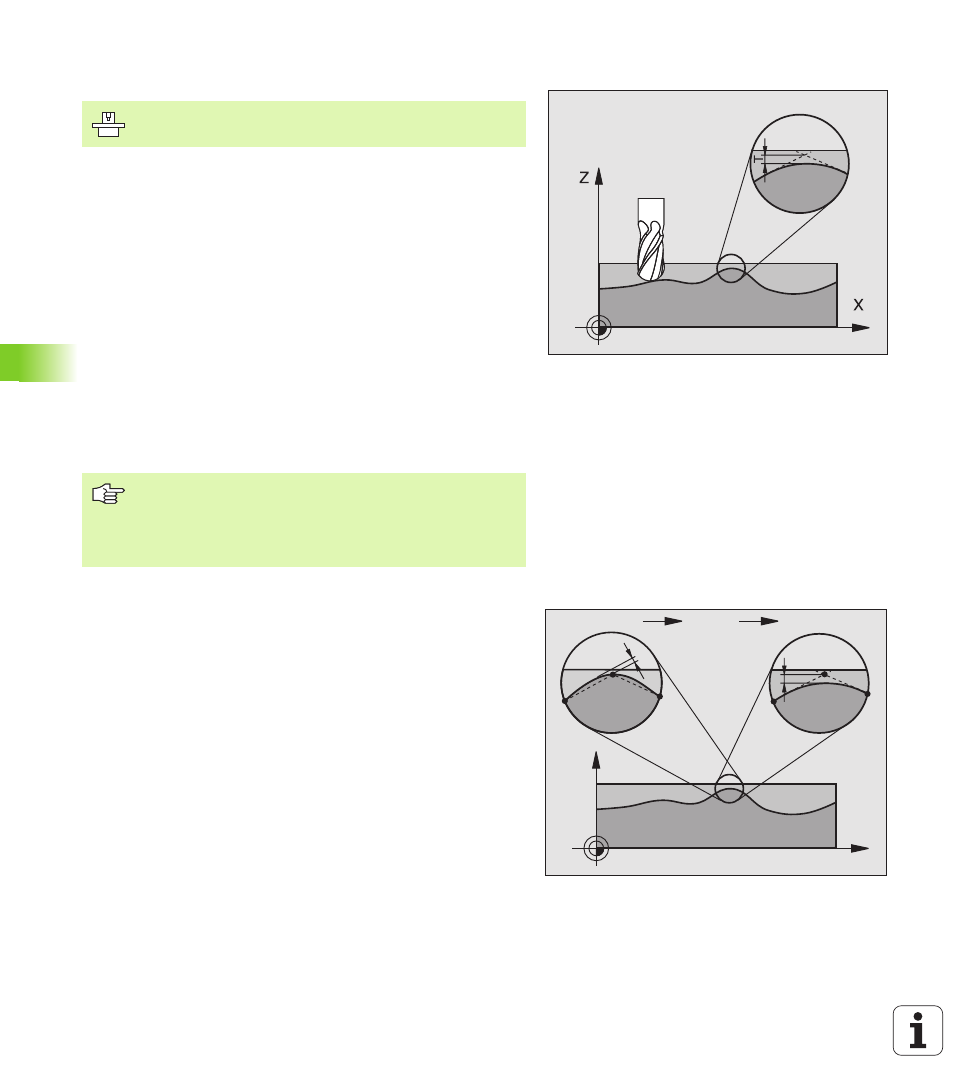
TNC automaticky vyhladí obrys mezi libovolnými (nekorigovanými
nebo korigovanými) prvky obrysu. Nástroj tak pojíždí po povrchu
obrobku plynule a šetří mechaniku stroje. Navíc tolerance definovaná
v cyklu působí i při pojezdu po obloucích.
Je-li třeba, sníží TNC automaticky naprogramovaný posuv, tak že
program se zpracovává vždy „bez škubání“ s nejvyšší možnou
rychlostí. I když TNC nepojíždí redukovanou rychlostí, tak je vámi
definovaná tolerance v zásadě vždy dodržena. Čím větší toleranci
definujete, tím rychleji může TNC pojíždět.
Vyhlazováním obrysu vzniká odchylka. Velikost této odchylky od
obrysu (hodnota tolerance) je definována výrobcem stroje ve strojním
parametru. Cyklem 32 můžete změnit předvolenou hodnotu tolerance
a zvolit jiné nastavení filtru za předpokladu, že výrobce vašeho stroje
využívá této možnosti nastavení.
Vlivy při definici geometrie v systému CAM
Důležitým faktorem u externě připravených programů NC je chyba
tečny, definovatelná v systému CAM. Prostřednictvím chyby tečny se
definuje maximální rozteč bodů NC-programu, vytvářeného pomocí
postprocesoru (PP). Je-li chyba tečny rovná či menší než tolerance T
zvolená v cyklu 32, tak TNC může body obrysu vyhladit, pokud není
speciálním nastavením stroje omezen naprogramovaný posuv.
Optimálního vyhlazení obrysu dosáhnete volbou hodnoty tolerance v
cyklu 32 mezi 1,1- a 2násobkem chyby tečny CAM.
Stroj a TNC musí být výrobcem stroje připraveny.
Při velmi malých hodnotách tolerance již stroj nemůže
obrys zpracovávat bez cukání. Cukání není způsobeno
nízkým výpočetním výkonem TNC, ale tím, že TNC najíždí
přechody obrysů téměř přesně, takže musí drasticky
snižovat pojezdovou rychlost.
X
Z
T
S
CAM
TNC
PP