Vrtání (cyklus 200) – HEIDENHAIN iTNC 530 (340 49x-03) Uživatelská příručka
Stránka 335
HEIDENHAIN iTNC 530
335
8.3 Cykly k vrtání,
řezání vnit
řních závit
ů
a frézování závit
ů
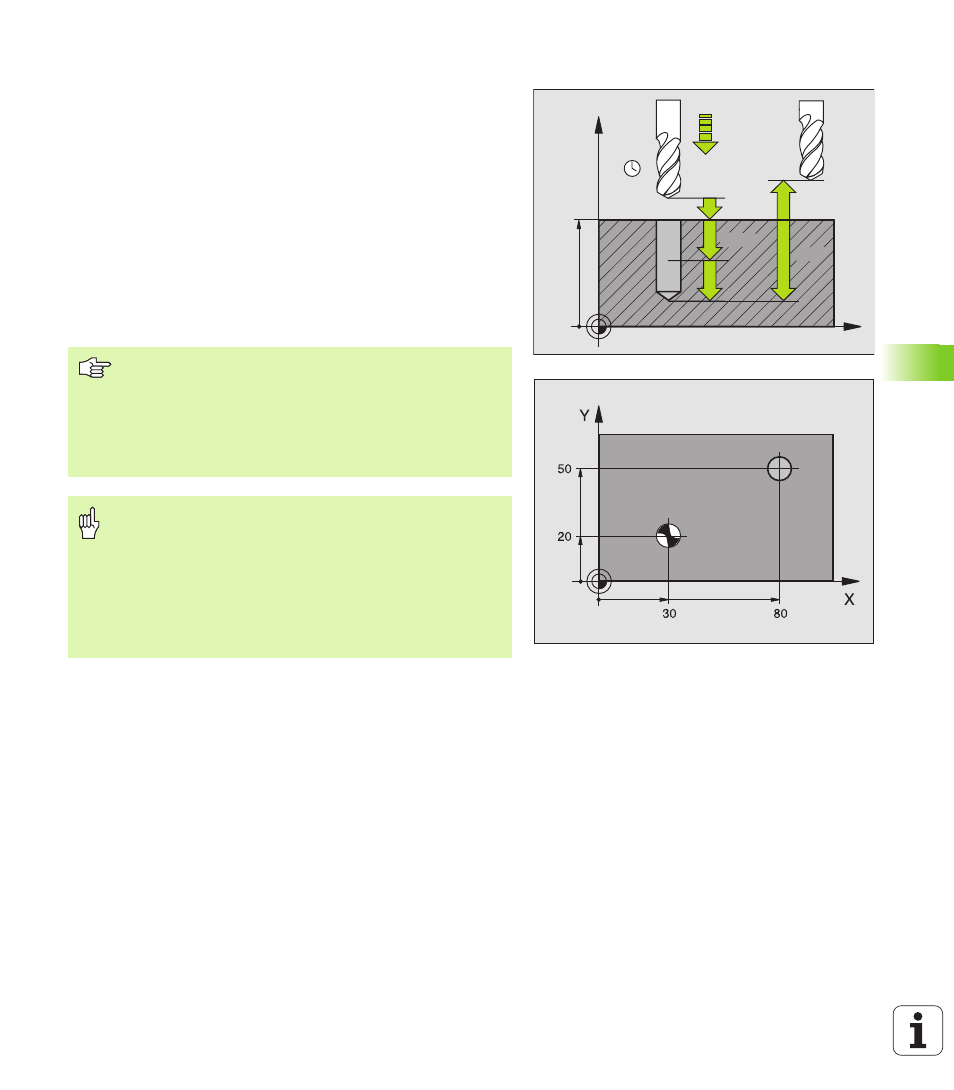
VRTÁNÍ (cyklus 200)
1 TNC napolohuje nástroj v ose vřetena rychloposuvem FMAX do
bezpečné vzdálenosti nad povrchem obrobku
2 Nástroj vrtá programovaným posuvem F až do první hloubky
přísuvu
3 TNC odjede nástrojem rychloposuvem FMAX zpět na bezpečnou
vzdálenost, tam setrvá - pokud je to zadáno - a poté najede opět
rychloposuvem FMAX až na bezpečnou vzdálenost nad první
přísuvnou hloubku
4 Potom vrtá nástroj zadaným posuvem F o další hloubku přísuvu
5 TNC opakuje tento postup (2 až 4), až se dosáhne zadané hloubky
díry
6 Ze dna díry odjede nástroj rychloposuvem FMAX na bezpečnou
vzdálenost, nebo – pokud je to zadáno – na 2. bezpečnou
vzdálenost
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Před programováním dbejte na tyto body
Naprogramujte polohovací blok do bodu startu (střed díry)
v rovině obrábění s korekcí rádiusu R0.
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC cyklus
neprovede.
Bitem 2 strojního parametru 7441 nastavíte, zda má TNC
při zadání kladné hloubky vydat chybové hlášení (bit 2=1)
nebo ne (bit 2=0).
Pozor nebezpečí kolize!
Uvědomte si, že TNC při zadání kladné hloubky výpočet
předpolohování invertuje. Nástroj tedy jede v ose nástroje
rychloposuvem na bezpečnou vzdálenost pod povrchem
obrobku!