Parametry cyklu – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Uživatelská příručka
Stránka 136
134
Obráběcí cykly: Řezání závitů v otvoru / Frézování závitů
4.10 FRÉZOVÁNÍ VN
Ě
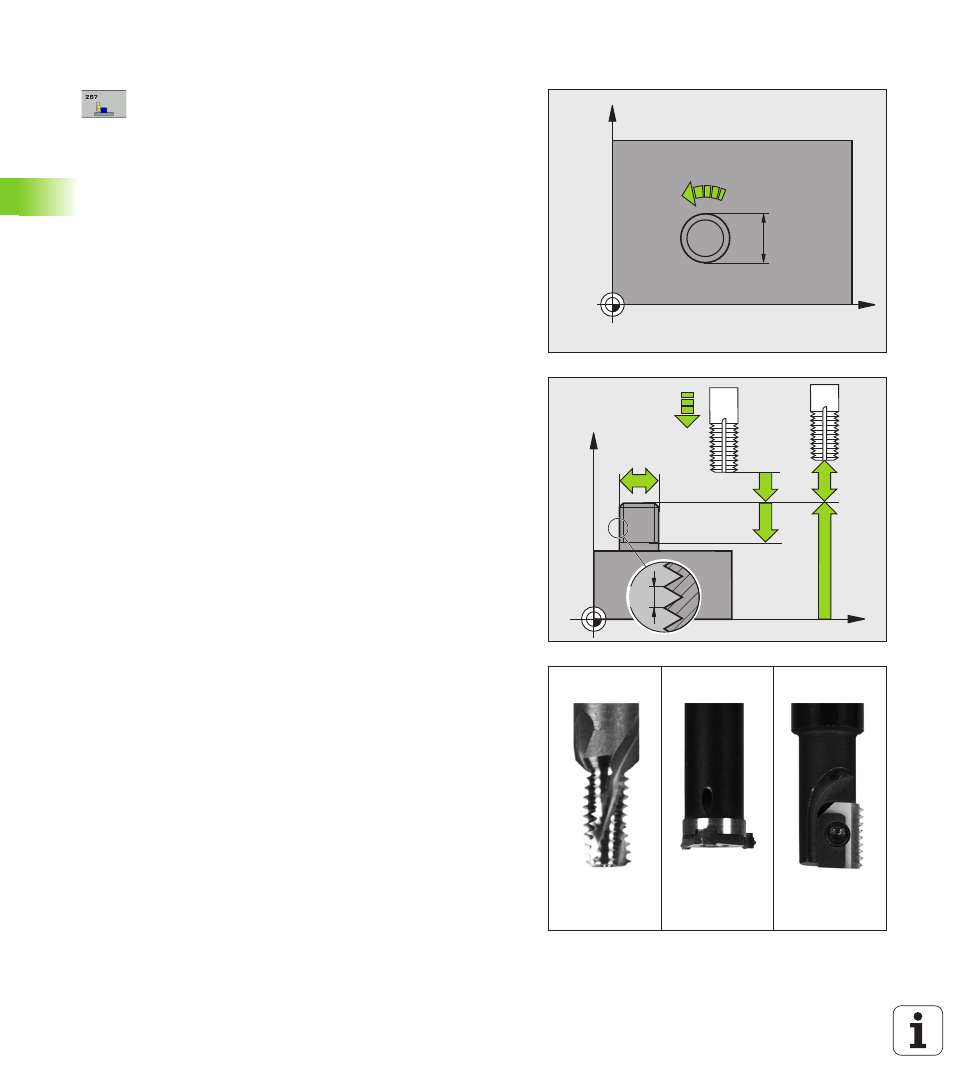
JŠÍHO ZÁVITU (cyklus 267, DIN/ISO: G267)
Parametry cyklu
U
Cílový průměr Q335: jmenovitý průměr závitu. Rozsah
zadávání: 0 až 99 999,9999.
U
Stoupání závitu Q239: Stoupání závitu. Znaménko
definuje pravý nebo levý závit:
+ = pravý závit
– = levý závit
Rozsah zadání -99,9999 až 99,9999
U
Hloubka závitu Q201 (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem závitu
U
Přesazování Q355: počet chodů závitu, o něž se
nástroj přesadí:
0 = jedna šroubovice na hloubku závitu
1 = kontinuální šroubovice po celkové délce závitu
>1 = několik šroubovicových drah s najížděním a
odjížděním, mezi nimiž TNC přesazuje nástroj o Q355
krát stoupání. Rozsah zadávání 0 až 99 999
U
Posuv předpolohování Q253: Pojezdová rychlost při
zanořování nástroje do obrobku, popř. při vyjíždění z
obrobku v mm/min. Rozsah zadávání 0 až 99
999,999; alternativně FMAX, FAUTO, PREDEF
U
Druh frézování Q351: druh obrábění frézováním při
M3
+1 = sousledné frézování
–1 = nesousledné frézování
alternativně PREDEF
X
Y
Q207
Q335
X
Z
Q203
Q253
Q201
Q204
Q200
Q239
Q335
Q355 = 1
Q355 > 1
Q355 = 0