Parametry cyklu – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Uživatelská příručka
Stránka 159
HEIDENHAIN iTNC 530
157
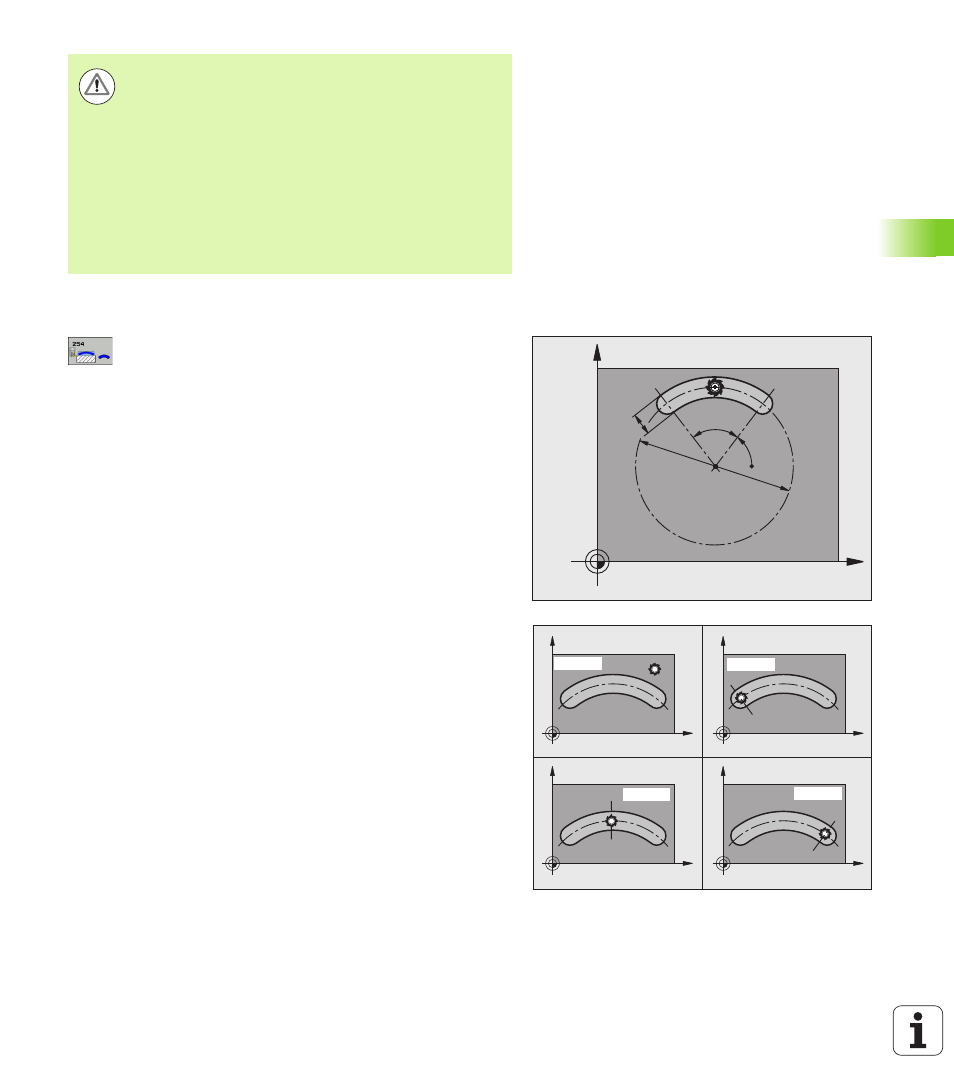
5.5 KRUHOVÁ DRÁŽKA (cyklus
254, DIN/ISO: G254)
Parametry cyklu
U
Rozsah obrábění (0/1/2) Q215: definice rozsahu
obrábění:
0: hrubování a dokončování
1: pouze hrubování
2: pouze dokončování
Dokončení stěn a dokončení dna se provede pouze
tehdy, je-li definován příslušný přídavek na dokončení
(Q368, Q369)
U
Šířka drážky Q219 (hodnota rovnoběžně s vedlejší
osou roviny obrábění): zadejte šířku drážky; zadá-
li se šířka drážky rovnající se průměru nástroje, pak
provede TNC pouze hrubování (frézování podélné
díry). Maximální šířka drážky při hrubování:
dvojnásobek průměru nástroje. Rozsah zadávání 0
až 99 999,9999
U
Přídavek na dokončení stěny Q368 (inkrementálně):
přídavek na dokončení v rovině obrábění. Rozsah
zadávání 0 až 99 999,9999
U
Průměr roztečné kružnice Q375: zadejte
průměr roztečné kružnice. Rozsah zadávání 0
až 99 999,9999
U
Vztah pro polohu drážky (0/1/2/3) Q367: poloha drážky
vztažená k poloze nástroje při vyvolání cyklu:
0: na polohu nástroje se nebere zřetel. Poloha drážky
vyplývá ze zadaného středu roztečné kružnice a
výchozího úhlu
1: poloha nástroje = střed levého kruhu drážky.
Výchozí úhel Q376 se vztahuje k této poloze. Na
zadaný střed roztečné kružnice se nebere zřetel
2: poloha nástroje = střed středové osy. Výchozí úhel
Q376 se vztahuje k této poloze. Na zadaný střed
roztečné kružnice se nebere zřetel
3: poloha nástroje = střed pravého kruhu drážky.
Výchozí úhel Q376 se vztahuje k této poloze. Na
zadaný střed roztečné kružnice se nebere zřetel
Pozor nebezpečí kolize!
Bitem 2 strojního parametru 7441 nastavíte, zda má TNC
při zadání kladné hloubky vydat chybové hlášení (bit 2=1)
nebo ne (bit 2=0).
Uvědomte si, že TNC při zadání kladné hloubky výpočet
předpolohování invertuje. Nástroj tedy jede v ose nástroje
rychloposuvem na bezpečnou vzdálenost pod povrchem
obrobku!
Vyvoláte-li cyklus s rozsahem obrábění 2 (pouze
dokončování), tak TNC polohuje nástroj rychloposuvem do
hloubky prvního přísuvu!
X
Y
Q248
Q376
Q219
Q375
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3