Provádění cyklu, Provád?ní cyklu – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Uživatelská příručka
Stránka 228
226
Obráběcí cykly: Plášť válce
8.3 PLÁŠ
Ť
VÁLCE frézování drážek (cyklu
s 28, DIN/ISO: G128, V
o
litelný
so
ft
ware 1)
8.3 PLÁŠŤ VÁLCE frézování drážek
(cyklus 28, DIN/ISO: G128,
Volitelný software 1)
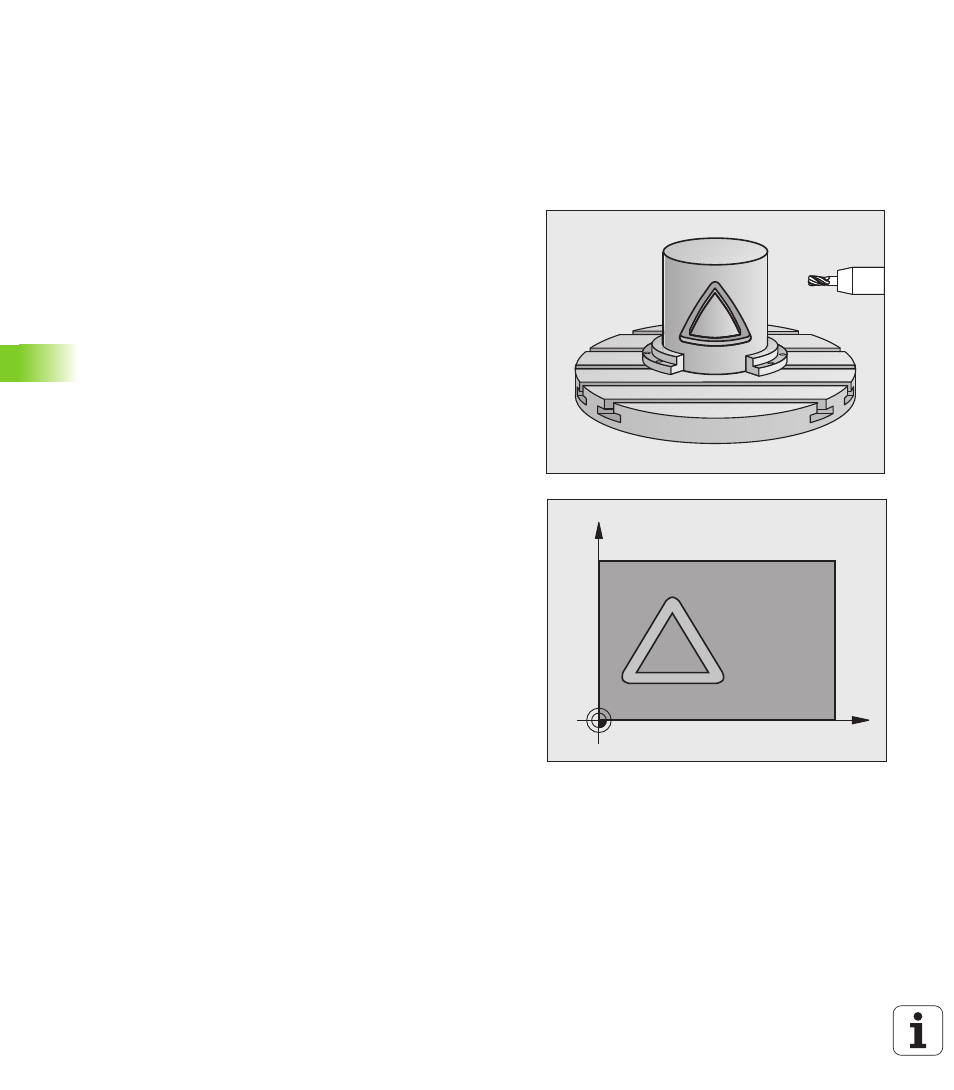
Provádění cyklu
Tímto cyklem můžete přenést na plášť válce vodicí drážku
definovanou na rozvinuté ploše válce. Na rozdíl od cyklu 27 nastavuje
TNC nástroj u tohoto cyklu tak, aby stěny při aktivní korekci rádiusu
probíhaly navzájem téměř rovnoběžně. Přesně rovnoběžné stěny
dostanete tehdy, když použijete nástroj velký jako je šířka drážky.
Čím je nástroj ve vztahu k šířce drážky menší, tím větší jsou zkreslení
vznikající u kruhových drah a šikmých přímek. Pro minimalizaci těchto
zkreslení způsobených pojezdy můžete parametrem Q21 stanovit
toleranci, se kterou TNC přiblíží vyráběnou drážku takové drážce,
která by byla vyrobena nástrojem s průměrem odpovídajícím šířce
drážky.
Dráhu středu obrysu naprogramujte s udáním korekce rádiusu
nástroje. Korekcí rádiusu určíte, zda TNC zhotoví drážku sousledným
či nesousledným obráběním.
1 TNC napolohuje nástroj nad bod zápichu
2 V první hloubce přísuvu frézuje nástroj posuvem pro frézování Q12
podél stěny drážky; přitom se bere zřetel na přídavek na dokončení
stěny
3 Na konci obrysu přesadí TNC nástroj na protilehlou stěnu drážky a
jede zpět k bodu zápichu
4 Kroky 2 až 3 se opakují, až se dosáhne programované hloubky
frézování Q1
5 Pokud jste definovali toleranci Q21, tak provede TNC dodatečné
obrobení pro získání pokud možno souběžných stěn drážky.
6 Poté odjede nástroj v ose nástroje zpět do bezpečné výšky nebo
na poslední polohu naprogramovanou před cyklem (v závislosti na
strojním parametru 7420).
C
Z