Parametry cyklu – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Uživatelská příručka
Stránka 210
208
Obráběcí cykly: Obrysová kapsa, úseky obrysu
7.1
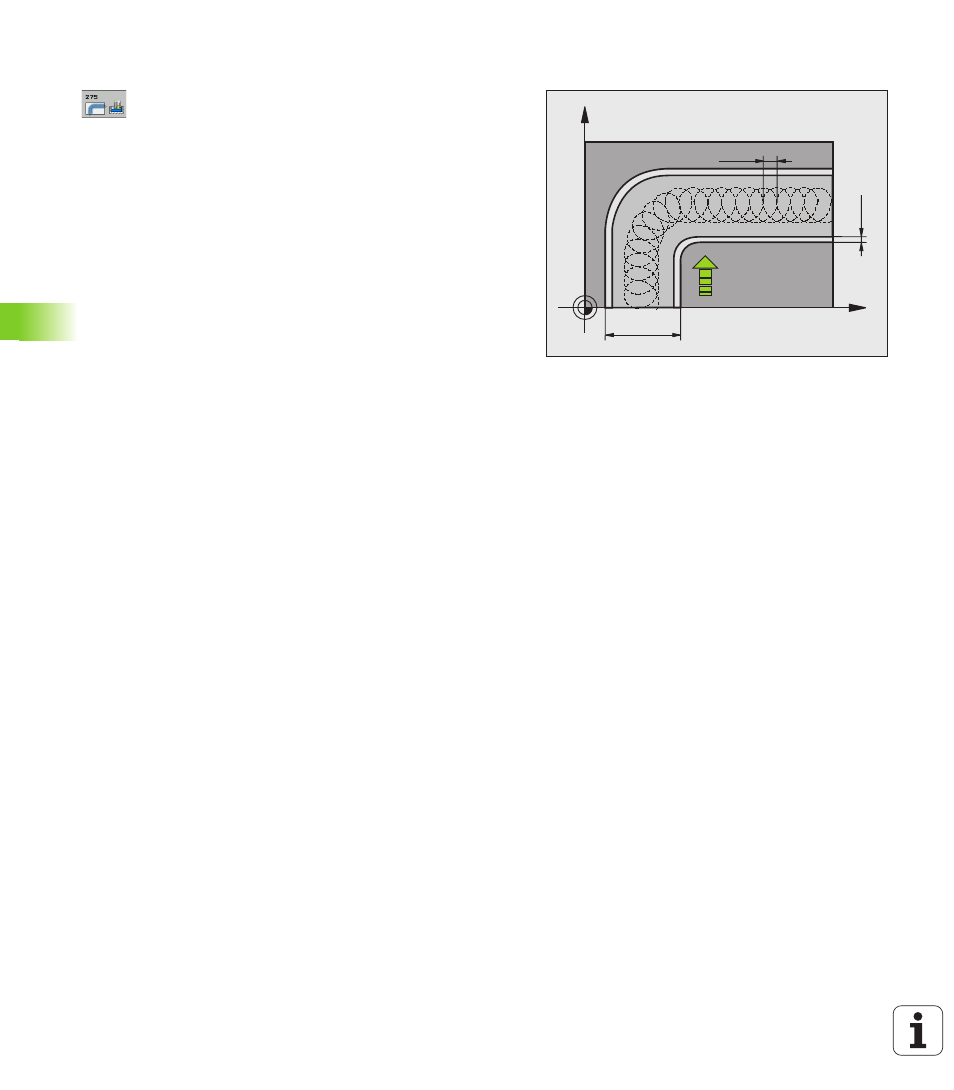
1 TROCHOIDÁLNÍ DRÁŽKA (c
yklus 275, DIN/ISO: G275)
Parametry cyklu
U
Rozsah obrábění (0/1/2) Q215: definice rozsahu
obrábění:
0: hrubování a dokončování
1: pouze hrubování
2: pouze dokončování
TNC provede dokončení i tehdy, když je přídavek na
dokončení (Q368) definován nulový.
U
Šířka drážky Q219: zadejte šířku drážky; zadá-li se
šířka drážky rovnající se průměru nástroje, pak TNC
pouze jede s nástrojem podél definovaného obrysu.
Rozsah zadávání 0 až 99 999,9999
U
Přídavek na dokončení stěny Q368 (inkrementálně):
přídavek na dokončení v rovině obrábění
U
Přísuv na oběh Q436 (absolutně): hodnota, o kterou
TNC přesadí nástroj ve směru obrábění. Rozsah
zadávání: 0 až 99 999,9999
U
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min. Rozsah zadávání 0 až
99999.999; alternativně FAUTO, FU, FZ
U
Druh frézování Q351: druh obrábění frézováním při
M3:
+1 = sousledné frézování
–1 = nesousledné frézování
alternativně PREDEF
X
Y
Q219
Q368
Q436
Q207