Najetí a opuštění obrysu 6.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Uživatelská příručka
Stránka 213
Najetí a opuštění obrysu
6.3
6
TNC 640 | Uživatelská příručka programování v DIN/ISO | 3/2015
213
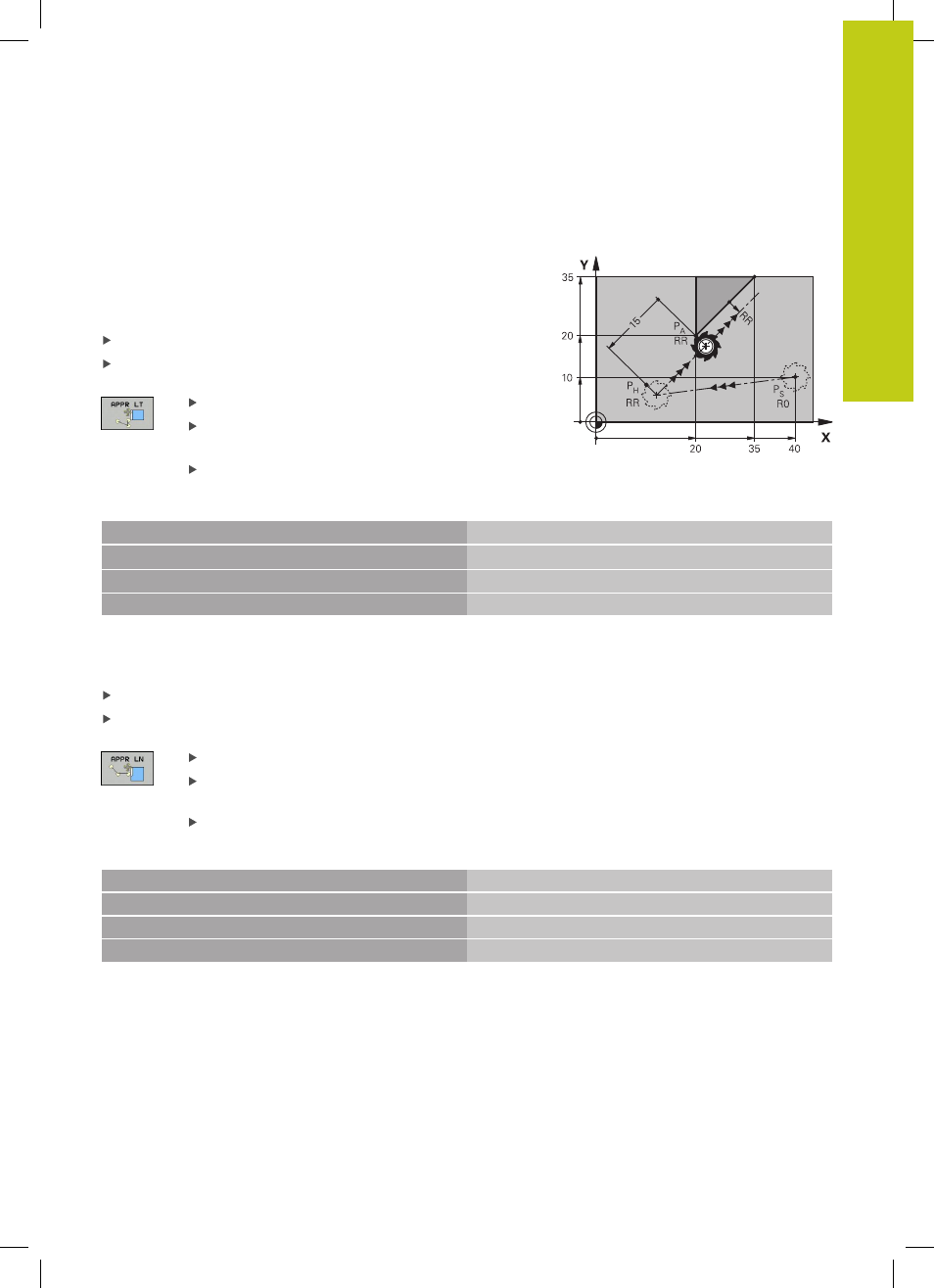
Najetí po přímce s tangenciálním napojením: APPR
LT
TNC najíždí nástrojem po přímce ze startovního bodu P
S
na
pomocný bod P
H
. Odtud najíždí po přímce tangenciálně na první
bod obrysu P
A
. Pomocný bod P
H
je ve vzdálenosti LEN od prvního
bodu obrysu P
A
.
Libovolná dráhová funkce: najet na startovní bod P
S
Dialog zahajte stisknutím klávesy APPR/DEP a softtlačítka APPR
LT
:
Souřadnice prvního bodu obrysu P
A
LEN
: vzdálenost pomocného bodu P
H
od prvního
bodu obrysu P
A
.
Korekce rádiusu G41/G42 pro obrábění
R0=G40; RL=G41; RR=G42
Příklad NC-bloků
N70 G00 X+40 Y+10 G40 M3
Najetí na P
S
bez korekce rádiusu
N80 APPR LT X+20 Y+20 Z-10 LEN15 G42 F100
P
A
s korekcí rádiusu G42, vzdálenost P
H
k P
A
: LEN = 15
N90 G01 X+35 Y+35
Koncový bod prvního prvku obrysu
N100 G01 ...
Další obrysový prvek
Najetí po přímce kolmo k prvnímu bodu obrysu:
APPR LN
Libovolná dráhová funkce: najet na startovní bod P
S
Zahájení dialogu stisknutím klávesy APPR/DEP a softtlačítka
APPR LN
:
Souřadnice prvního bodu obrysu P
A
Délka: vzdálenost pomocného bodu P
H
. LEN
zadávejte vždy kladné!
Korekce rádiusu G41/G42 pro obrábění
Příklad NC-bloků
N70 G00 X+40 Y+10 G40 M3
Najetí na PS bez korekce rádiusu
N80 APPR LN X+10 Y+20 Z-10 LEN15 G24 F100
PA s korekcí rádiusu G42
N90 G01 X+20 Y+35
Koncový bod prvního prvku obrysu
N100 G01 ...
Další obrysový prvek