HEIDENHAIN TNC 640 (34059x-05) ISO programming Uživatelská příručka
Stránka 348
Programování: Q-Parametry
9.12 Příklady programování
9
348
TNC 640 | Uživatelská příručka programování v DIN/ISO | 3/2015
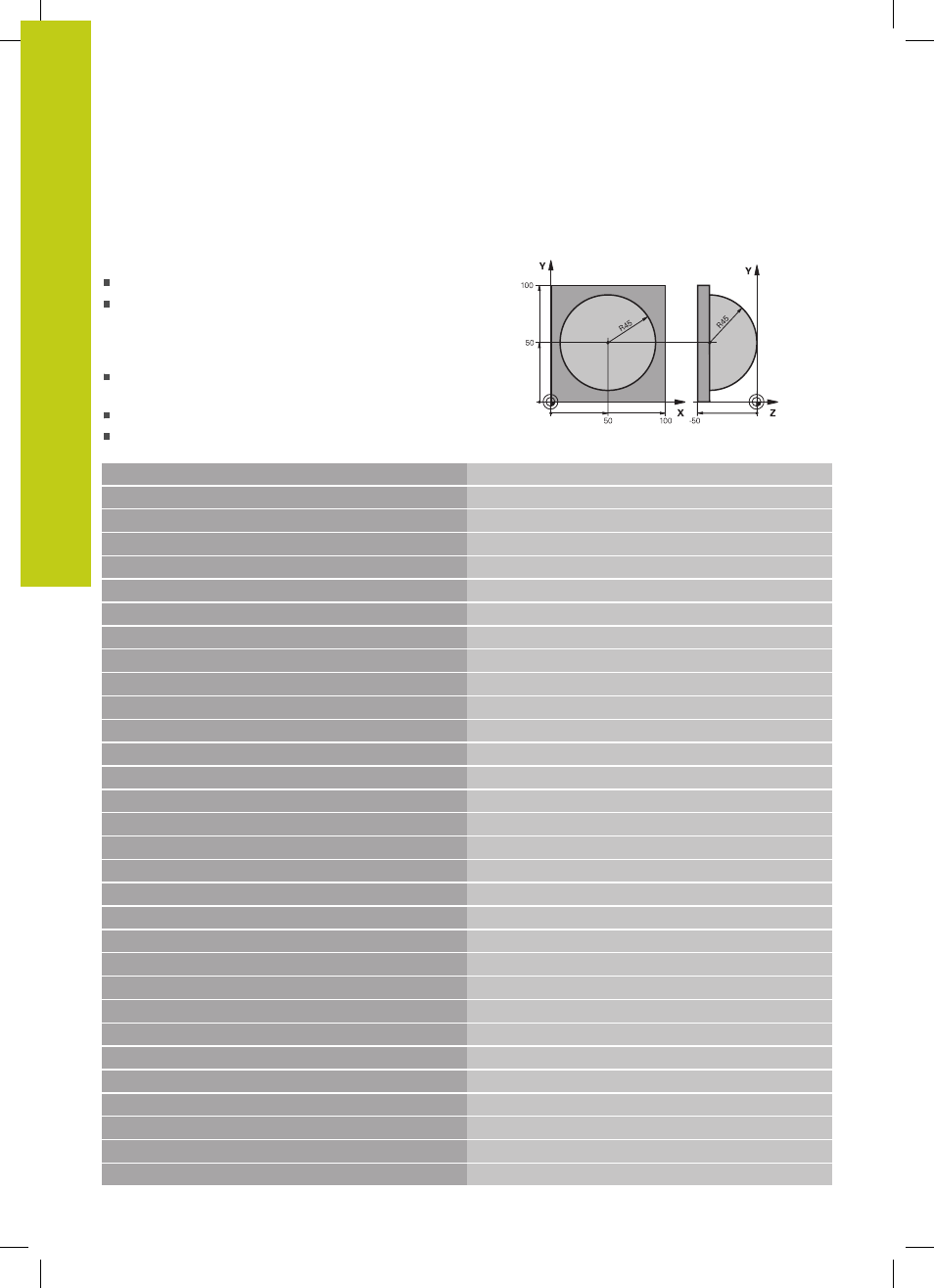
Příklad: Vypouklá (konvexní) koule stopkovou
frézou
Průběh programu
Program funguje pouze se stopkovou frézou
Obrys koule se aproximuje velkým množstvím malých
přímkových úseků (rovina Z/X, počet se definuje v
Q14). Čím menší úhlový krok se definuje, tím hladší je
obrys
Počet obrysových řezů určíte pomocí úhlového kroku
v rovině (v Q18).
Koule se frézuje v 3D-řezu zespoda nahoru
Rádius nástroje se koriguje automaticky
%KOULE G71 *
N10 D00 Q1 P01 +50 *
Střed v ose X
N20 D00 Q2 P01 +50 *
Střed v ose Y
N30 D00 Q4 P01 +90 *
Prostorový úhel startu (rovina Z/X)
N40 D00 Q5 P01 +0 *
Prostorový koncový úhel (rovina Z/X)
N50 D00 Q14 P01 +5 *
Úhlový krok v prostoru
N60 D00 Q6 P01 +45 *
Rádius koule
N70 D00 Q8 P01 +0 *
Úhel startu natočení v rovině X/Y
N80 D00 Q9 P01 +360 *
Koncový úhel natočení v rovině X/Y
N90 D00 Q18 P01 +10 *
Úhlový krok v rovině X/Y pro hrubování
N100 D00 Q10 P01 +5 *
Přídavek na rádius koule pro hrubování
N110 D00 Q11 P01 +2 *
Bezpečná vzdálenost pro předpolohování v ose vřetena
N120 D00 Q12 P01 +350 *
Posuv při frézování
N130 G30 G17 X+0 Y+0 Z-50 *
Definice neobrobeného polotovaru
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Vyvolání nástroje
N160 G00 G40 G90 Z+250 *
Odjetí nástroje
N170 L10,0 *
Vyvolání obrábění
N180 D00 Q10 P01 +0 *
Zrušení přídavku
N190 D00 Q18 P01 +5 *
Úhlový krok v rovině X/Y pro dokončování
N200 L10,0 *
Vyvolání obrábění
N210 G00 G40 Z+250 M2 *
Odjetí nástroje, konec programu
N220 G98 L10 *
Podprogram 10: Obrábění
N230 D01 Q23 P01 +Q11 P02 +Q6 *
Výpočet souřadnice Z pro předpolohování
N240 D00 Q24 P01 +Q4 *
Kopírování prostorového úhlu startu (rovina Z/X)
N250 D01 Q26 P01 +Q6 P02 +Q108 *
Korekce rádiusu koule pro předpolohování
N260 D00 Q28 P01 +Q8 *
Kopírování natočení v rovině
N270 D01 Q16 P01 +Q6 P02 -Q10 *
Zohlednění přídavku na rádius koule
N280 G54 X+Q1 Y+Q2 Z-Q16 *
Posunutí nulového bodu do středu koule
N290 G73 G90 H+Q8 *
Započtení natočení úhlu startu v rovině
N300 G98 L1 *
Předpolohování v ose vřetena