6 nastavení vztažného bodu bez dotykové sondy 3d, Upozornění, Příprava – HEIDENHAIN TNC 640 (34059x-05) ISO programming Uživatelská příručka
Stránka 508: Nastavení vztažného bodu stopkovou frézou, Nastavení vztažného bodu bez dotykové sondy 3d, Stránka 508, Vztažného bodu bez dotykové sondy 3d", stránka 508
Ruční provoz a seřizování
15.6 Nastavení vztažného bodu bez dotykové sondy 3D
15
508
TNC 640 | Uživatelská příručka programování v DIN/ISO | 3/2015
15.6
Nastavení vztažného bodu bez
dotykové sondy 3D
Upozornění
Nastavení vztažného bodu s 3D-dotykovou sondou:
viz "Nastavení vztažného bodu s 3D-dotykovou
Při nastavování vztažného bodu nastavte indikaci TNC na
souřadnice některé známé polohy obrobku.
Příprava
Upněte a vyrovnejte obrobek
Založte nulový nástroj se známým rádiusem
Zajistěte aby TNC indikoval aktuální polohy
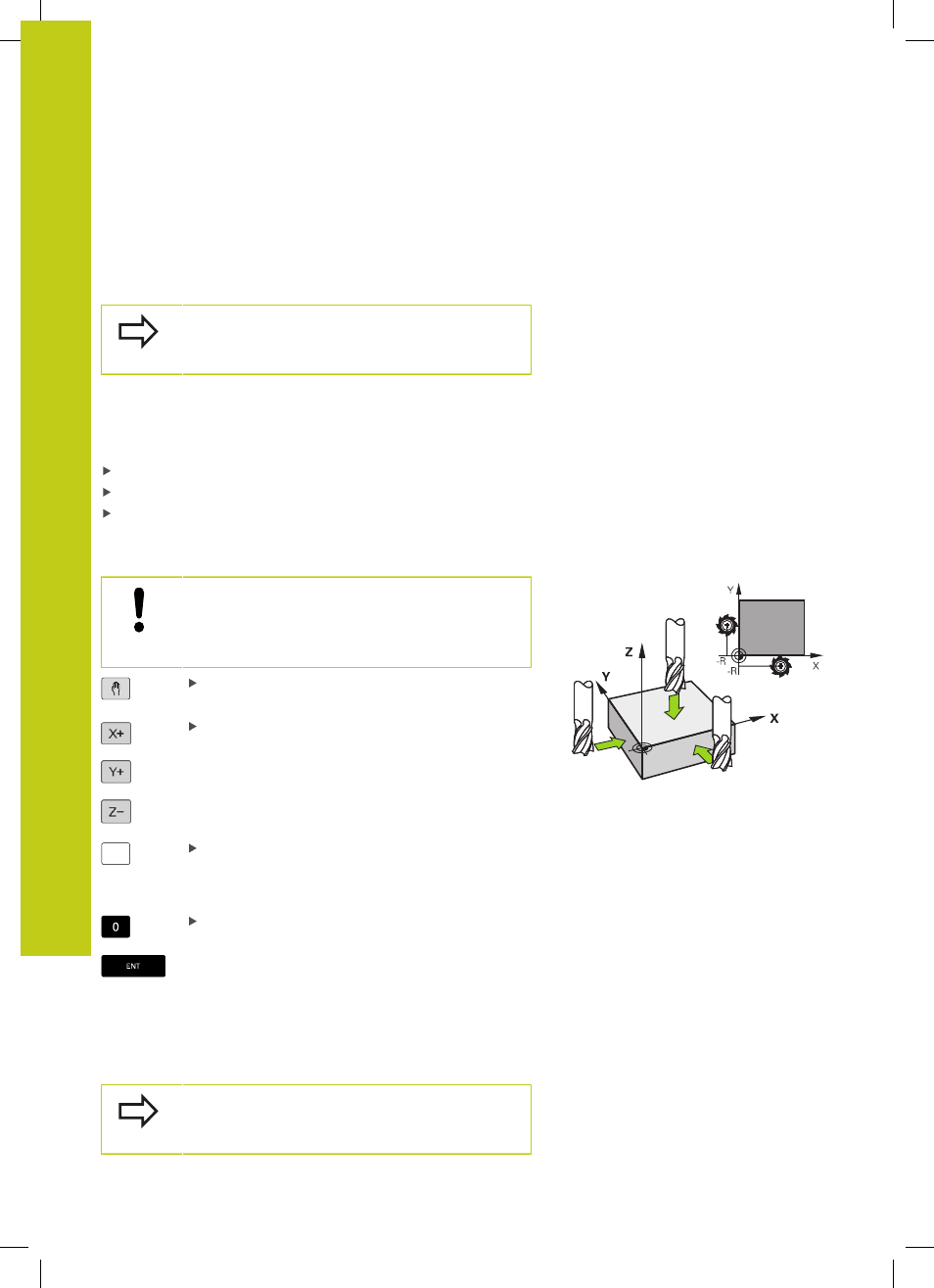
Nastavení vztažného bodu stopkovou frézou
Ochranné opatření
Nesmí-li se povrch obrobku naškrábnout, položí se
na obrobek plech známé tloušťky „d“. Pro vztažný
bod pak zadáte hodnotu větší o „d“.
Zvolte režim Ruční provoz
Opatrně najeďte nástrojem, až se dotkne obrobku
(naškrábne)
Z
Zvolte osu
NASTAVOVÁNÍ VZTAŽNÉHO BODU Z=
Nulový nástroj, osa vřetena: nastavte indikaci na
známou polohu obrobku (např. 0) nebo zadejte
tloušťku plechu „d“. V rovině obrábění: vezměte v
úvahu rádius nástroje
Vztažné body pro zbývající osy nastavíte stejným způsobem.
Používáte-li v ose přísuvu přednastavený nástroj, pak nastavte
indikaci osy přísuvu na délku L tohoto nástroje, resp. na součet
Z=L+d.
Je to z toho důvodu, že TNC uloží vztažný bod
nastavený pomocí směrových tlačítek os do řádku 0
tabulky Preset automaticky.