Funkční princip, Poznámky pro programování – HEIDENHAIN TNC 640 (34059x-05) ISO programming Uživatelská příručka
Stránka 278
Programování: Podprogramy a opakování částí programu
8.4
Libovolný program jako podprogram
8
278
TNC 640 | Uživatelská příručka programování v DIN/ISO | 3/2015
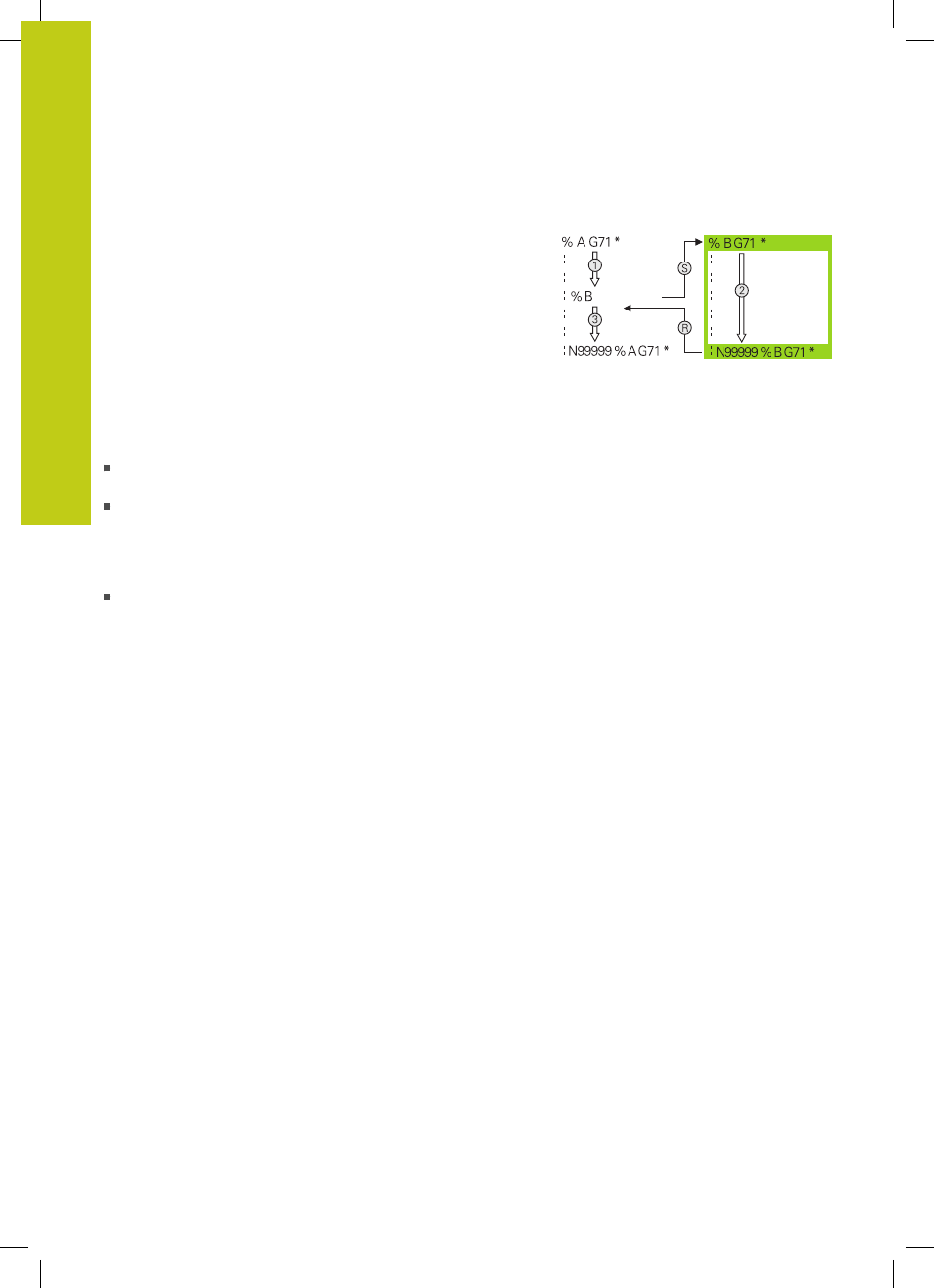
Funkční princip
1 TNC provádí program obrábění až do okamžiku, kdy vyvoláte
funkcí % jiný obráběcí program
2 Potom TNC provede vyvolaný obráběcí program až do jeho
konce
3 Pak TNC pokračuje v provádění volajícího programu obrábění
tím blokem, který následuje za vyvoláním programu
Poznámky pro programování
Pro vyvolání libovolného obráběcího programu nepotřebuje TNC
žádné návěští
Vyvolaný program nesmí obsahovat žádnou z přídavných funkcí
M2
nebo M30. Pokud jste ve vyvolaném obráběcím programu
definovali podprogramy s návěštími, tak musíte nahradit M2,
popř. M30 s funkcí skoku D09 P01 +0 P02 +0 P03 99 aby se
tato část programu musela přeskočit
Vyvolaný program nesmí obsahovat vyvolání % do
vyvolávajícího programu (nekonečná smyčka)