HEIDENHAIN TNC 640 (34059x-05) ISO programming Uživatelská příručka
Stránka 430
Programování: Víceosové obrábění
12.2 Funkce PLANE: Naklopení roviny obrábění (opce #8)
12
430
TNC 640 | Uživatelská příručka programování v DIN/ISO | 3/2015
Jestliže jste zvolili možnost TURN (funkce PLANE má naklopit
automaticky bez vyrovnávacího pohybu), je nutno definovat ještě
následně deklarovaný parametr Posuv ? F=.
Použijete-li funkci PLANE ve spojení se STAY,
tak musíte naklopit osy natočení v samostatném
polohovacím bloku po funkci PLANE.
Vzdálenost středu natáčení od hrotu nástroje
(inkrementálně): TNC natáčí nástroj (stůl) okolo špičky nástroje.
Pomocí parametru ABST přesunete střed natáčení, vztažený
k aktuální poloze špičky nástroje.
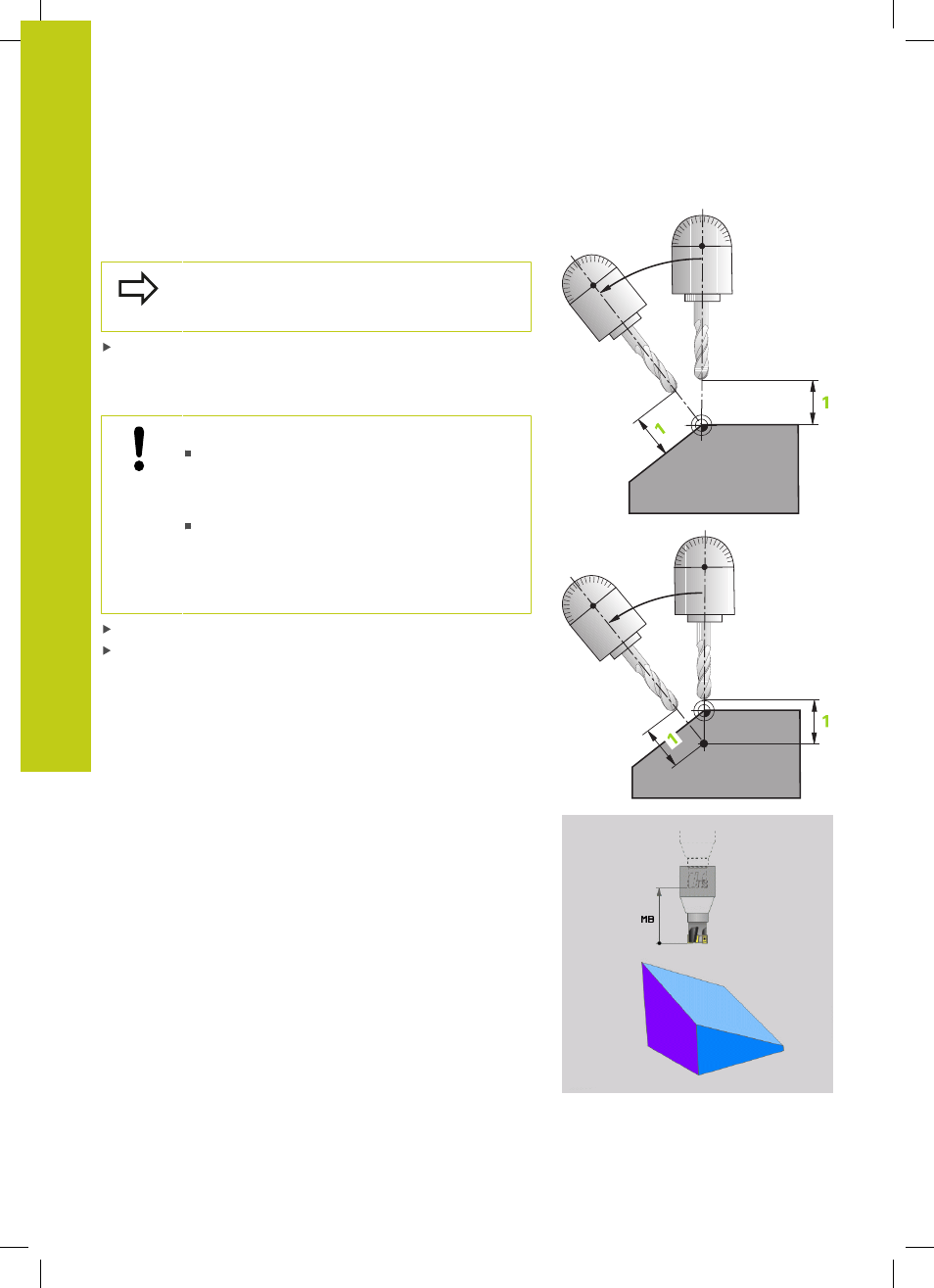
Mějte na paměti!
Je-li nástroj před naklopením v udané vzdálenosti
od obrobku, pak je nástroj i po naklopení –
relativně viděno – ve stejné poloze (viz obrázek
vpravo uprostřed,
1
= ABST)
Není-li nástroj před naklopením v udané
vzdálenosti od obrobku, pak je nástroj po
naklopení – relativně viděno – vůči původní
poloze přesazen (viz obrázek vpravo dole,
1
=
ABST)
Posuv? F=
: dráhová rychlost, s níž se má nástroj naklopit
Dráha návratu v ose nástroje?
: Dráha návratu MB působí
inkrementálně z aktuální polohy nástroje ve směru aktivní osy
nástroje, který TNC najíždí
před operací naklopení
. MB MAX
jede s nástrojem až krátce před softwarový koncový vypínač.