Soustružení s natočením os – HEIDENHAIN TNC 640 (34059x-05) ISO programming Uživatelská příručka
Stránka 476
Programování: Soustružení
14.5 Programové funkce soustružení (opce #50)
14
476
TNC 640 | Uživatelská příručka programování v DIN/ISO | 3/2015
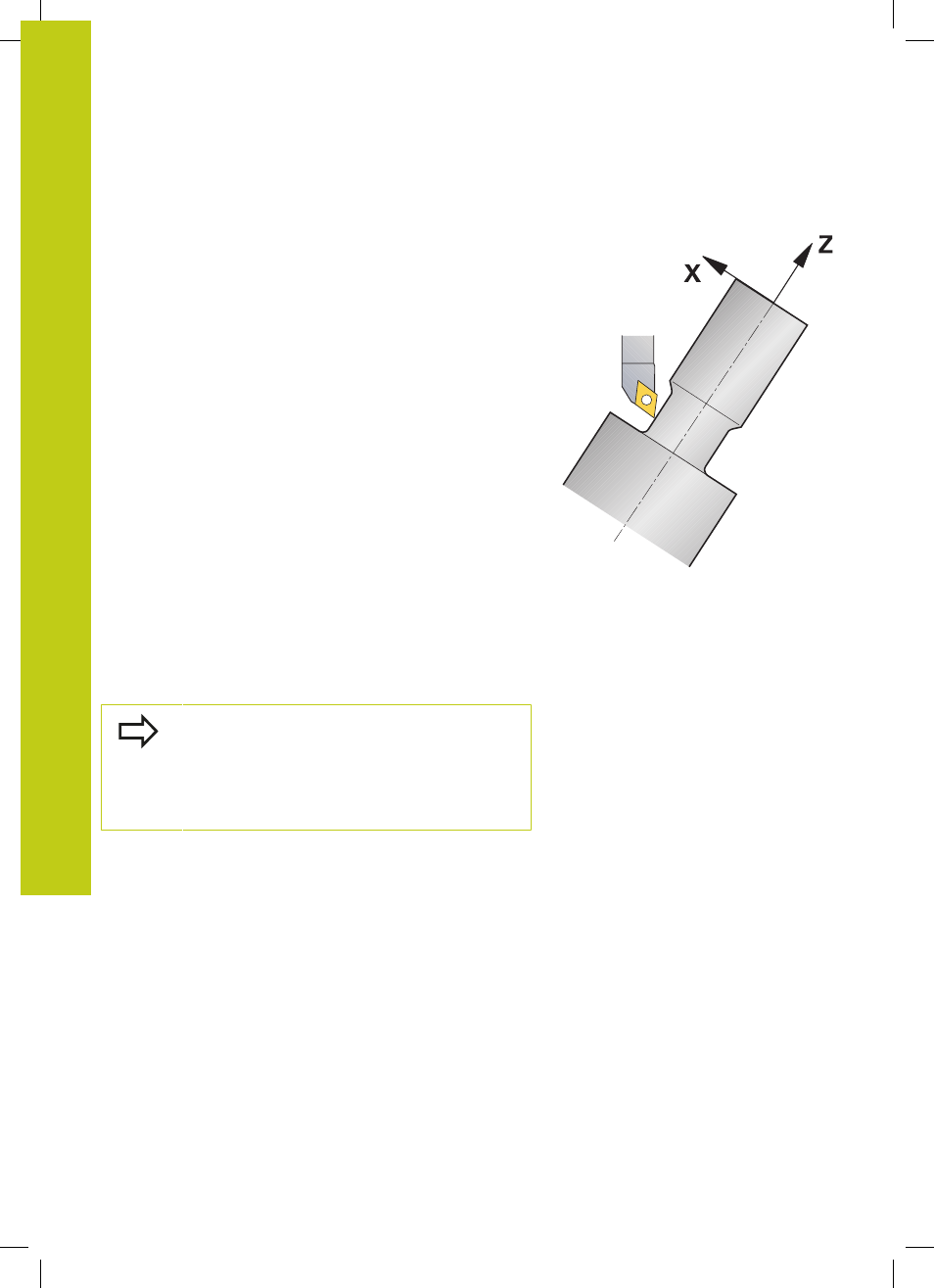
Soustružení s natočením os
V některých případech může být nutné, abyste nastavili osy
natočení do určité pozice k umožnění provedení obrábění. To je
nezbytné např. tehdy, když můžete obrábět obrysové prvky kvůli
geometrii nástroje pouze v určité poloze.
Nastavením osy natočení vznikne přesazení obrobku vůči
nástroji. Funkce M144 bere do úvahy polohu os při naklopení
souřadnic a kompenzuje jejich přesazení. Kromě toho funkce
M144
vyrovnává Z-směr souřadného systému obrobku ve směru
střední osy obrobku. Pokud je osou při naklopených souřadnicích
otočný stůl, takže obrobek stojí šikmo, provede TNC pojezdové
pohyby v naklopeném souřadném systému obrobku. Pokud je při
naklopených souřadnicích osou otočná hlava (nástroj stojí šikmo),
tak se souřadný systém obrobku nebude natáčet.
Po nastavení osy natočení možná budete muset nástroj v Y-
souřadnici znovu předpolohovat a opět orientovat polohu břitu
cyklem 800.
Alternativně k funkci M144 můžete použít také funkci M128. Účinek
je stejný, platí ale následující omezení: TNC může provádět
korekci poloměru špičky břitu také během obrábění s naklopenými
souřadnicemi. Pokud aktivujete obrábění s M128 s naklopenými
souřadnicemi, není možná korekce rádiusu břitu bez cyklu, tedy
v pojezdových blocích s G41/G42. Pokud aktivujete obrábění s
naklopenými souřadnicemi pomocí M144, tak toto omezení neplatí.
Provádíte-li soustružnické cykly s M144, tak se mění úhel nástroje
vůči obrysu. TNC automaticky zohledňuje tyto změny a tak
monitoruje obrábění i ve stavu s naklopenými souřadnicemi.
Zápichové a závitové cykly můžete používat při
obrábění s naklopenými souřadnicemi pouze při
kolmém nastavení (+90°, -90°).
Korekce nástroje FUNCTION TURNDATA CORR-TCS
působí vždy v nástrojovém souřadném systému, i
během obrábění s naklopenými souřadnicemi.