HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 28
28
Závitové
cykly
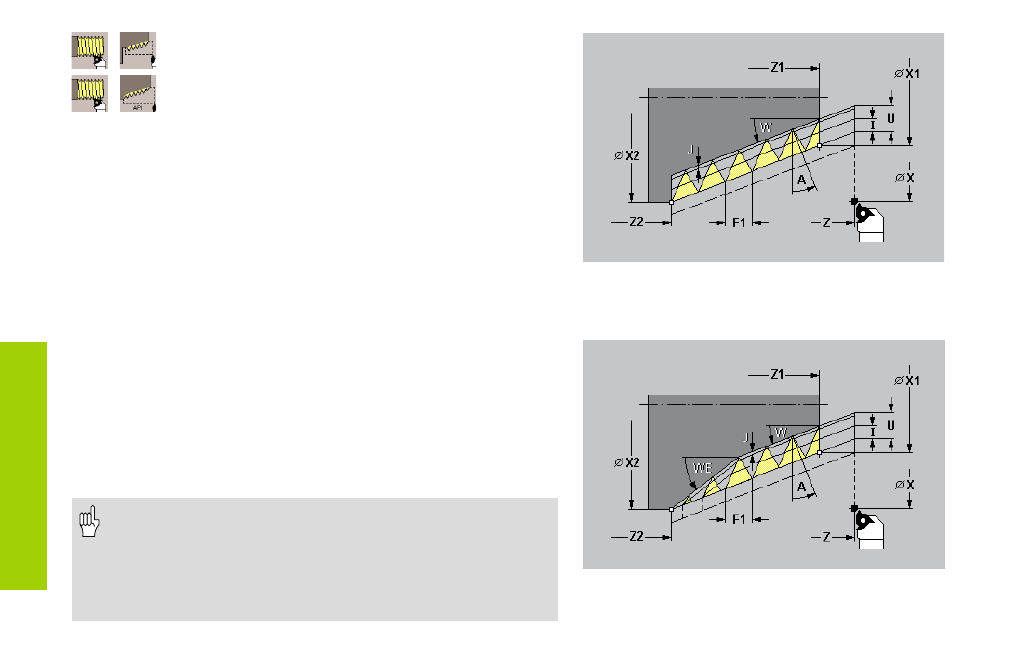
Kuželový závit
Závit API
Tento cyklus vytvoř jednochodý nebo v cechodý kuželový závit/závit API.
Funkčn klávesou nastav te, zda se má zhotovit závit vnějš nebo
vnitřn . Závit zač ná v „bodu startu X“ a konč v „koncovém bodu Z2“
(bez předběhu a doběhu). U závitu API se na výběhu ze závitu
zmenšuje jeho hloubka.
Upozorněn k parametrům cyklu:
F1:
stoupán závitu (vyhodnocuje se jako posuv)
U
hloubka závitu – standardně:
• vnějš závity: U=0.6134*F1
• vnitřn závity: U=–0.5413*F1
I:
1. hloubka řezu – standardně: I se vypoč tá v závislosti na U a F1
A:
úhel př suvu – standardně: 30°; rozsah: –60° < A < 60°
• A<0: př suv z levého boku
• A>0: př suv z pravého boku
J:
hloubka doř znut – standardně: 1/100 mm
D:
počet chodů – standardně: jeden chod závitu
E:
inkrementáln stoupán (zvětšuje/zmenšuje stoupán na otáčku
o E) – standardně: 0
• „Stop cyklu“ působ na konci každého řezu závitu.
• Override posuvu a vřetena nejsou během prováděn cyklu
účinné..
• Funkci „Posledn řez" lze navolit po skončen cyklu. T m se
zopakuje posledn řez závitu, přičem je možná korekce
ručn mi kolečky.
Kuželový závit
Závit API