HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 63
63
Úběrové
cykly
Hrubován obrysu axiálně se zanořován m G819
Hrubován obrysu radiálně se zanořován m G829
G819/G829 obrob (ohrubuje) část obrysu popsanou jednak aktuáln
polohou nástroje a pak v následuj c ch bloc ch – se zanořován m.
Poloha nástroje na konci cyklu: bod startu cyklu.
Parametry
X/Z:
omezen řezu (X rozměr průměru)
P:
maximáln př suv
E:
posuv při zanořován
• E=0: klesaj c obrysy se neobráb
• bez zadán : posuv se snižuje v závislosti na úhlu zanořován –
maximáln redukce: 50%.
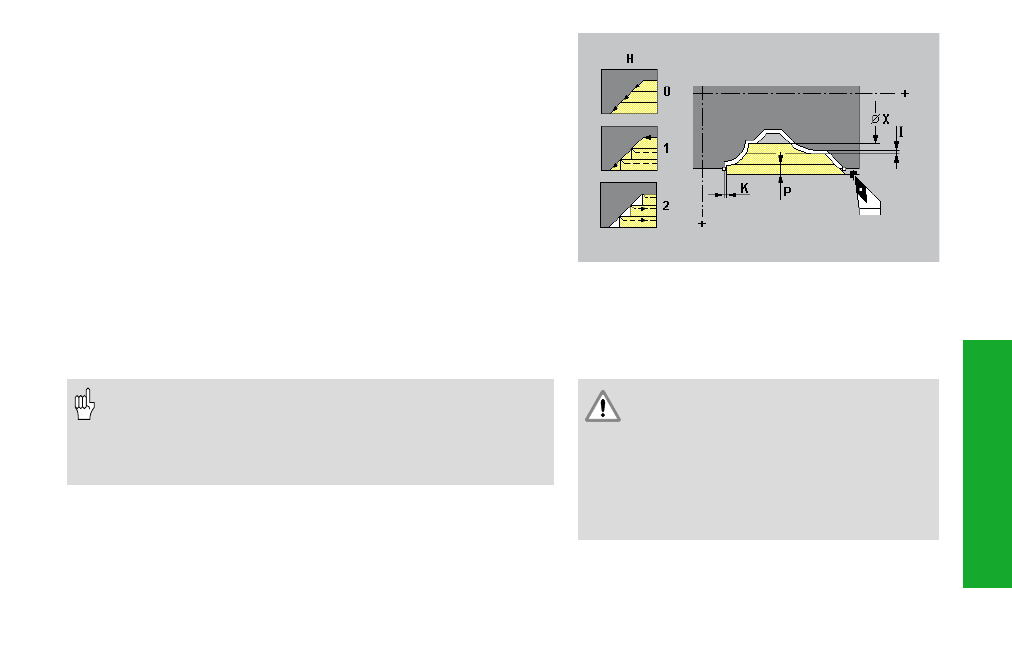
H:
způsob odjet – standardně: 1
• 0: odeb rá podél obrysu po každém řezu
• 1: odjede pod úhlem 45°; odeb rá podél obrysu posledn m řezem
• 2: odjede pod úhlem 45° – bez řezu podél obrysu
I, K:
př davky – standardně: 0
• Korekce radiusu břitu: provád se.
• Př davky: Př davky G57/G58 se započtou, nen li v cyklu
udáno I/K. Po proveden cyklu se př davky zruš .
• Bezpečnostn vzdálenost po každém řezu se nastavuje v
„Aktuáln parametry – Obráběn – Bezpečnostn vzdálenosti“.
Pozor ! Nebezpeč kolize !
• Nen li definován úhel nastaven a úhel
špičky nástroje, zanořuje se nástroj
úhlem zanořen .
• Jsou li úhel nastaven a úhel špičky
nástroje definovány, zanořuje se nástroj
maximálně možným úhlem. Zbývaj c
materiál zůstane neodebrán.
Př klad: hrubován obrysu axiálně G819