HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 68
66
Zápichové
cykly
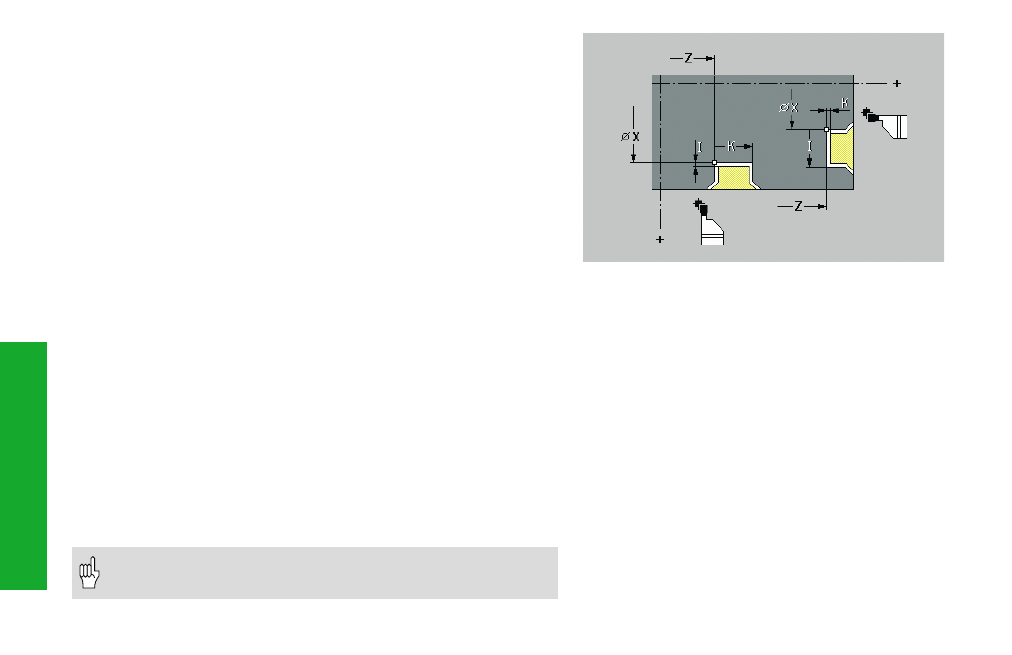
Jednoduchý zápichový cyklus G86
G86 vytvoř jednoduché radiáln a axiáln zápichy se zkosen mi.
Systém MANUALplus zjist polohu zápichu na základě „orientace
nástroje“.
Při hrubován zápichu se bere zřetel na naprogramovaný př davek.
Potom se provede dokončen zápichu načisto. „Časová prodleva E“
se bere v úvahu pouze při dokončován zápichu.
G86 vytvář zkosen po stranách zápichu. Pokud si nepřejete zkosen ,
mus te nástroj před zápichem náležitě napolohovat. Polohu startu
můžete výpoč tat takto:
XS = XK + 2 * (1,3 – b)
XS: poloha startu (rozměr průměru)
XK: průměr obrysu
b:
š řka zkosen
Poloha nástroje na konci cyklu:
• radiáln zápich:
X – poloha startu; Z – posledn poloha zápichu
• axiáln zápich:
X – posledn poloha zápichu; Z – poloha startu
Parametry
X, Z:
rohový bod dna (X rozměr průměru)
I, K:
př davek/š řka zápichu
• radiáln zápich: I = př davek; K = š řka zápichu
• axiáln zápich: I = š řka zápichu; K = př davek
Nezadáte li „š řku zápichu“, provede se jeden zápichový záběr
(š řka zápichu = š řka nástroje).
E:
časová prodleva (doba doř znut ) – standardně: doba jedné
otáčky
• Korekce radiusu břitu: neprovád se
• Př davky: nezapoč távaj se