HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 61
61
Úběrové
cykly
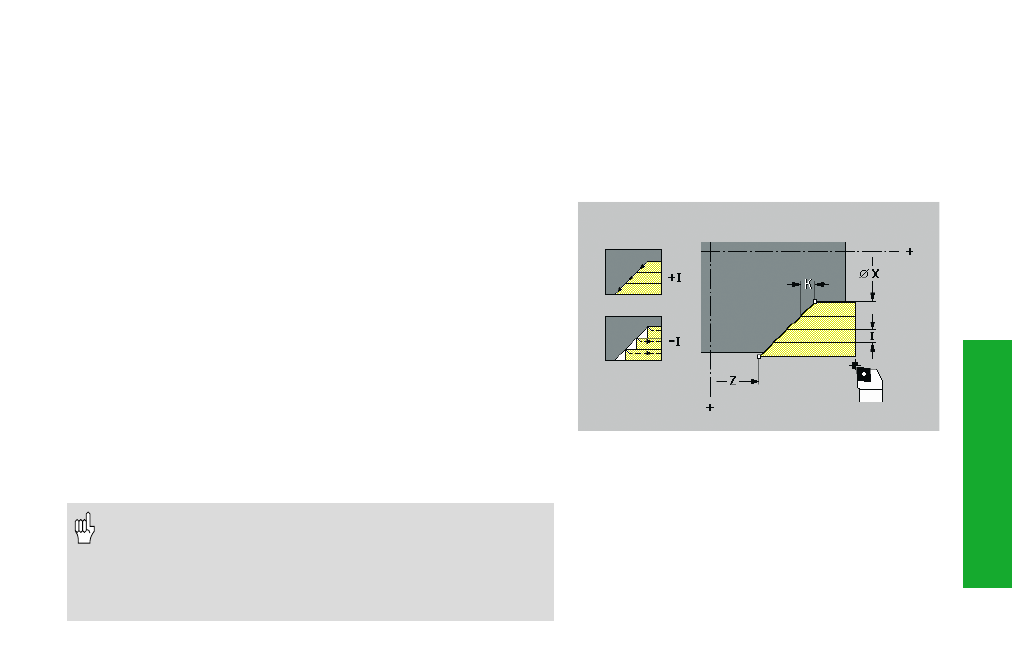
Př klad: hrubovac cyklus axiálně G81
Hrubovac cyklus axiálně G81
Hrubovac cyklus radiálně G82
G81/G82 obrob (ohrubuje) část obrysu popsanou aktuáln polohou
nástroje a bodem „X, Z“. Při úkosu definujete úhel pomoc I a K.
Parametry
X/Z:
výchoz bod/koncový bod obrysu (X rozměr průměru)
I/K:
přesazen /maximáln př suv
• I/K>0: s orovnán m obrysu
• I/K<0: bez orovnán obrysu
Q:
G funkce pro př suv – standardně: 0
• 0: př suv s G0 (rychloposuv)
• 1: př suv s G1 (posuv)
V:
najet do bodu startu (odjet ) – standardně: 0
• 0: zpět do bodu startu cyklu/souřadnice posledn ho odsunut
• 1: zpět do bodu startu cyklu v X a Z
• Korekce radiusu břitu: neprovád se.
• Př davky: Př davky G57 se započ távaj . Po proveden cyklu
zůstávaj aktivn .
• Př davky u vnitřn ch obrysů: programujte záporné př davky
G57 (je možné pouze při „Volné zadán “)
• Bezpečnostn vzdálenost je po každém řezu 1 mm.
Konec cyklu G80
G80 zakončuje popis obrysu po cyklech úběrových, zápichových,
odlehčovac ch zápichů a frézovac ch. V tomto bloku nesm kromě G80
stát žádný jiný př kaz.