HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 89
96
Obráběn
čelnch
ploch
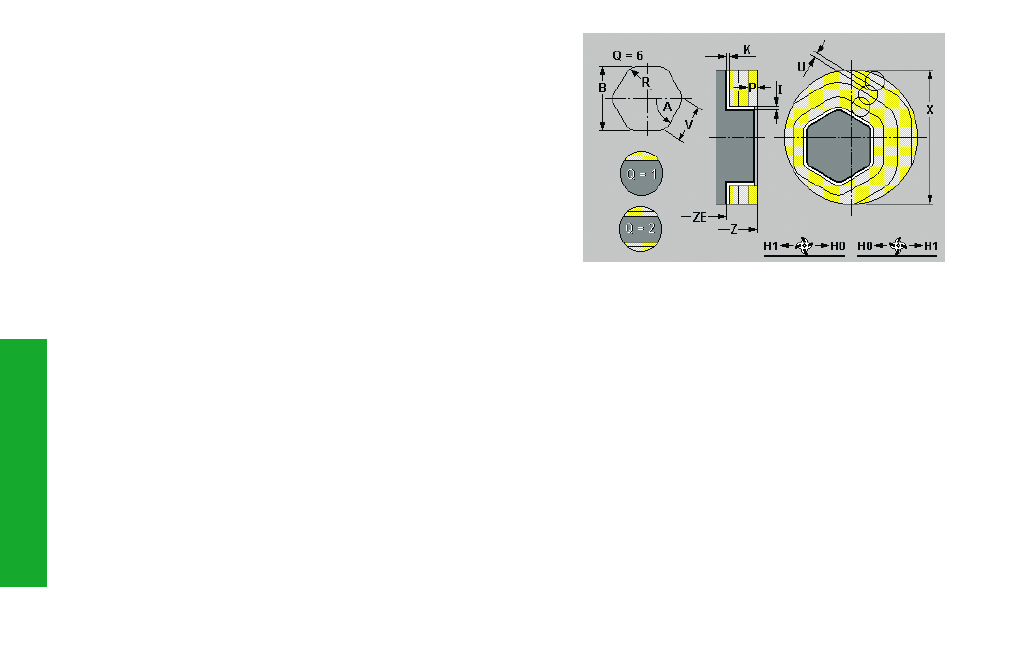
Frézován ploch na čele G797
G797 frézuje v závislosti na „Q“ plochy, mnohoúheln k (polygon) nebo
tvar definovaný v př kazu po G797.
Při „Q=0“ se v následuj c m př kazu programuje jeden z těchto tvarů a
pak př kaz G80:
• G304 – kruh
• G305 – obdéln k
• G307 – mnohoúheln k
Mnohoúheln k, který definujete pomoc G797 (Q>0), je um stěn cent
ricky. Tvar definovaný v následuj c m př kazu může ležet mimo střed.
Parametry
X:
mezn průměr
Z, ZE:
referenčn hrana, dno frézován
B:
otvor kl če – odpadá u Q=0
• bei Q=1: B je zbývaj c tlouš ka
• bei Q
2: B otvor kl če
V:
délka hrany – odpadá u Q=0
R:
zkosen /zaoblen – odpadá u Q=0
• R<0: délka zkosen
• R>0: radius zaoblen
A:
úhel sklonu (vztah viz pomocný obrázek) – odpadá u Q=0
Q:
počet ploch (0
Q 127) – standardně: 0
• Q=0: po G797 následuje popis obrysu
• Q=1: jedna plocha
• Q=2: dvě plochy přesazené o 180°
• Q=3: trojúheln k
• Q=4: obdéln k, čtverec
• Q>4: mnohoúheln k
P:
maximáln př suv – standardně: jeden př suv
U:
faktor přesahu – (minimáln ) přesah =
U*průměr frézy – standardně: 0,5
I, K:
př davek souběžně s obrysem, ve směru
př suvu
F:
posuv př suvu (pro př suv do hloubky) –
standardně: aktivn posuv
E:
redukovaný posuv pro kruhové prvky –
standardně: aktuáln posuv
H:
způsob frézován – standardně: 0
• H=0: nesousledně
• H=1: sousledně
O:
hrubován /dokončován – standardně: 0
• O=0: hrubován
• O=1: dokončován
J:
jednosměrně/obousměrně (při Q=1 nebo
Q=2)
• J=0: jednosměrně
• J=1: obousměrně