HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 73
71
Zápichové
cykly
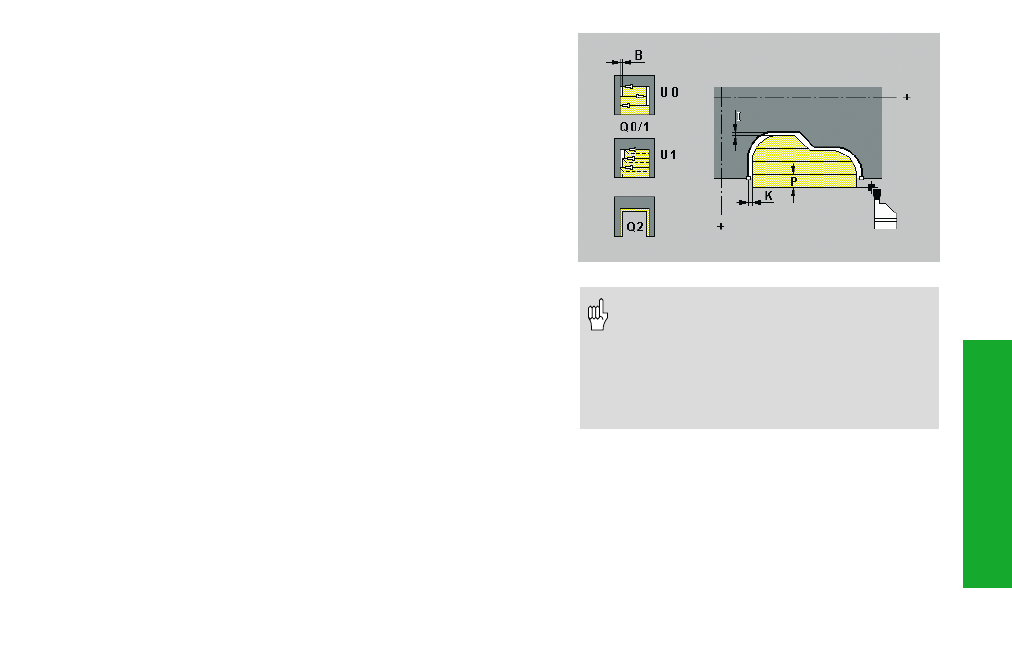
Cyklus zapichován a soustružen axiálně G815
Cyklus zapichován a soustružen radiálně G825
G815/G825 obrob část obrysu definovanou polohou nástroje a
popisem obrysu v následuj c ch bloc ch.
Poloha nástroje na konci cyklu: bod startu cyklu.
Parametry
X, Z:
omezen řezu (X rozměr průměru)
P:
(maximáln ) hloubka př suvu
I, K:
př davek v X, Z – standardně: 0
Q:
hrubován /dokončován
• Q=0: jen hrubován
• Q=1: hrubován a dokončován
• Q=2: jen dokončován
U:
soustružen jednosměrně – standardně: 0
• U=0: soustružen obousměrně
• U=1: soustružen jednosměrně
G811: ve směru k hlavn mu vřetenu
G821: MANUALplus obráb ve směru poloha nástroje – „rohový
bod dna X“
B :
š řka přesazen – standardně: 0
O:
posuv při zapichován – standardně: aktivn posuv
E:
posuv při dokončován – standardně: aktivn posuv
• Korekce radiusu břitu: provád se
• Př davky: Př davky G57/G58 se započtou,
nejsou li v cyklu zadány I/K. Po proveden
cyklu se tyto př davky zruš .
• Při Q=2 definujte pomoc „I, K“ materiál,
který se odebere při dokončován