HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 67
67
Úběrové
cykly
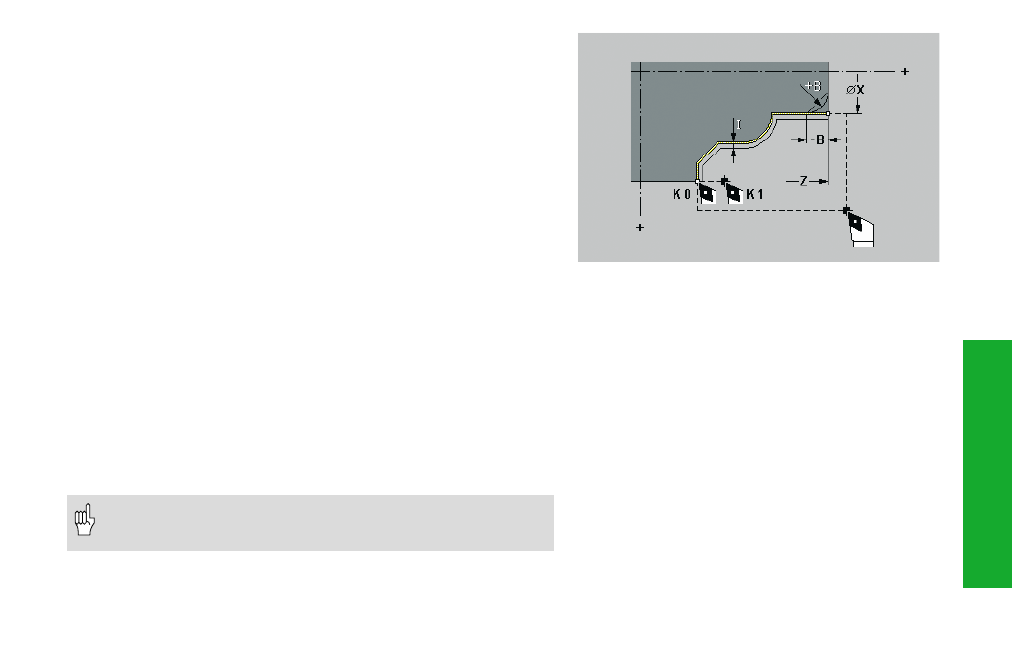
Dokončovac obrysový cyklus G89
G89 dokonč načisto úsek obrysu popsaný v následuj c ch bloc ch.
S SRK: G41/G42 v bloku po G89 zapne SRK a definuje, zda nástroj
pracuje vlevo nebo vpravo od obrysu (vztah: směr obrysu).
• G41: vpravo od obrysu
• G42: vlevo od obrysu
Na konci cyklu se SRK vypne.
Bez SRK: v bloku po G89 neprogramujte G41/G42.
Parametry
B :
zkosen /zaoblen (na začátku úseku obrysu)
• B>0: radius zaoblen
• B<0: š řka zkosen
I:
(ekvidistantn ) př davek – záporný př davek je dovolen
K:
odjet nástroje na konci cyklu
• bez zadán : zpět do bodu startu
• K=0: nástroj zůstane stát na konci cyklu
• K>0: nástroj odjede o K
J:
poloha prvku (jestliže zač ná úsek obrysu zkosen m/zaoblen m)
– default: 1; vztažný prvek:
• J = 1: čeln prvek ve směru +X
• J=–1:čeln prvek ve směru –X
• J = 2: axiáln prvek ve směru +Z
• J=–2:axiáln prvek ve směru –Z
Př davky: Př davek G58 se započte, nen li v cyklu zadáno I.
Po proveden cyklu se př davek zruš