HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 64
64
Úběrové
cykly
Pozor ! Nebezpeč kolize !
Po každém řezu odj žd nástroj diagonálně
zpět, aby provedl př suv pro dalš řez.
Existuje li riziko kolize, naprogramujte dalš
dráhu rychloposuvem.
Jednoduchý opakovac obrysový cyklus G83
G83 provede opakovaně v následuj c ch bloc ch naprogramované
funkce. V následuj c ch bloc ch se programuj jednoduché pojezdy
nebo cykly bez popisu obrysu. Tento cyklus obráběn ukonč funkce
G80.
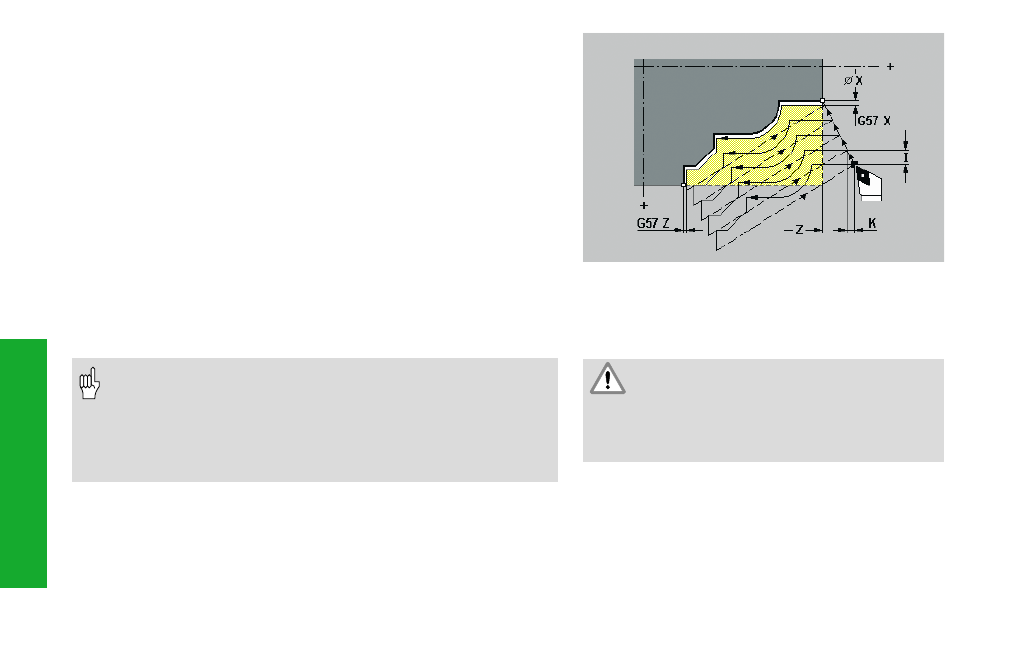
G83 zač ná obráběn tohoto cyklu z dané polohy nástroje. Před
každým řezem provede cyklus př sun o „I, K". Pak se provede obráběn
definované v následuj c ch bloc ch, přičemž vzdálenost mezi polohou
nástroje a bodem startu obrysu se považuje za „př davek“. G83
opakuje tento postup tak dlouho, až se dosáhne „bod startu“.
Poloha nástroje na konci cyklu: bod startu cyklu.
G83 se nesm vkládat (vnořovat), ani vyvolán m z podprogramů.
.
Parametry
X, Z:
bod startu(X rozměr průměru)
I/K:
maximáln př suv (I, K zadávejte bez znaménka)
• Korekce radiusu břitu: neprovád se – Korekci radiusu
břitu můžete naprogramovat samostatně funkcemi G41/G42
a funkc G40 opět vypnout.
• Př davky: Př davky G57 se započtou. Př davek G58 se
započte, je li aktivn SRK. Tyto př davky zůstávaj aktivn i po
proveden cyklu.