HEIDENHAIN MANUALplus 4110 Pilot Uživatelská příručka
Stránka 62
62
Úběrové
cykly
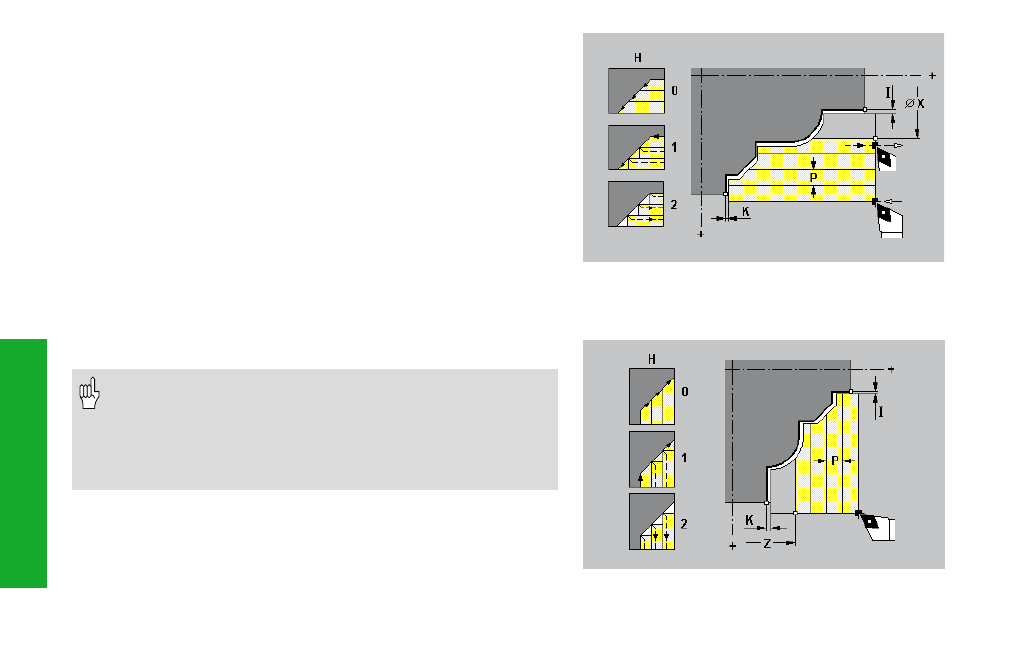
Hrubován obrysu axiálně G817 / G818
Hrubován obrysu radiálně G827 / G828
G817/G818 resp. G827/G828 obrob (ohrubuje) část obrysu
popsanou jednak aktuáln polohou nástroje a pak v následuj c ch
bloc ch – bez zanořován .
Poloha nástroje na konci cyklu:
• u G817/G827: bod staru cyklu a souřadnice poslen ho odjet
• u G818/G828: bod staru cyklu
Parametry
X/Z:
omezen řezu (X rozměr průměru)
P:
maximáln př suv
H:
způsob odjet – standardně: 1
• 0: odeb rá podél obrysu po každém řezu
• 1: odjede pod úhlem 45°; odeb rá podél obrysu posledn m
řezem
• 2: odjede pod úhlem 45° – bez řezu podél obrysu
I, K:
př davky – standardně: 0
• Klesaj c obrysové prvky se neobráběj .
• Korekce radiusu břitu: provád se.
• Př davky: Př davky G57/G58 se započtou, nen li v cyklu
udáno I/K. Po proveden cyklu se př davky zruš .
• Bezpečnostn vzdálenost po každém řezu se nastavuje v
„Aktuáln parametry – Obráběn – Bezpečnostn vzdálenosti“.
Př klad: hrubován obrysu axiálně G817
Př klad: hrubován obrysu radiálně G828