12 otevřený obrys 3d (cyklus 276, din/iso: g276), Provádění cyklu, Viz „otevřený – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Uživatelská příručka
Stránka 215
HEIDENHAIN iTNC 530
215
7.12 OTEV
Ř
ENÝ OBR
YS 3D (cyklus
276, DIN/ISO:
G276)
7.12 OTEVŘENÝ OBRYS 3D
(cyklus 276, DIN/ISO: G276)
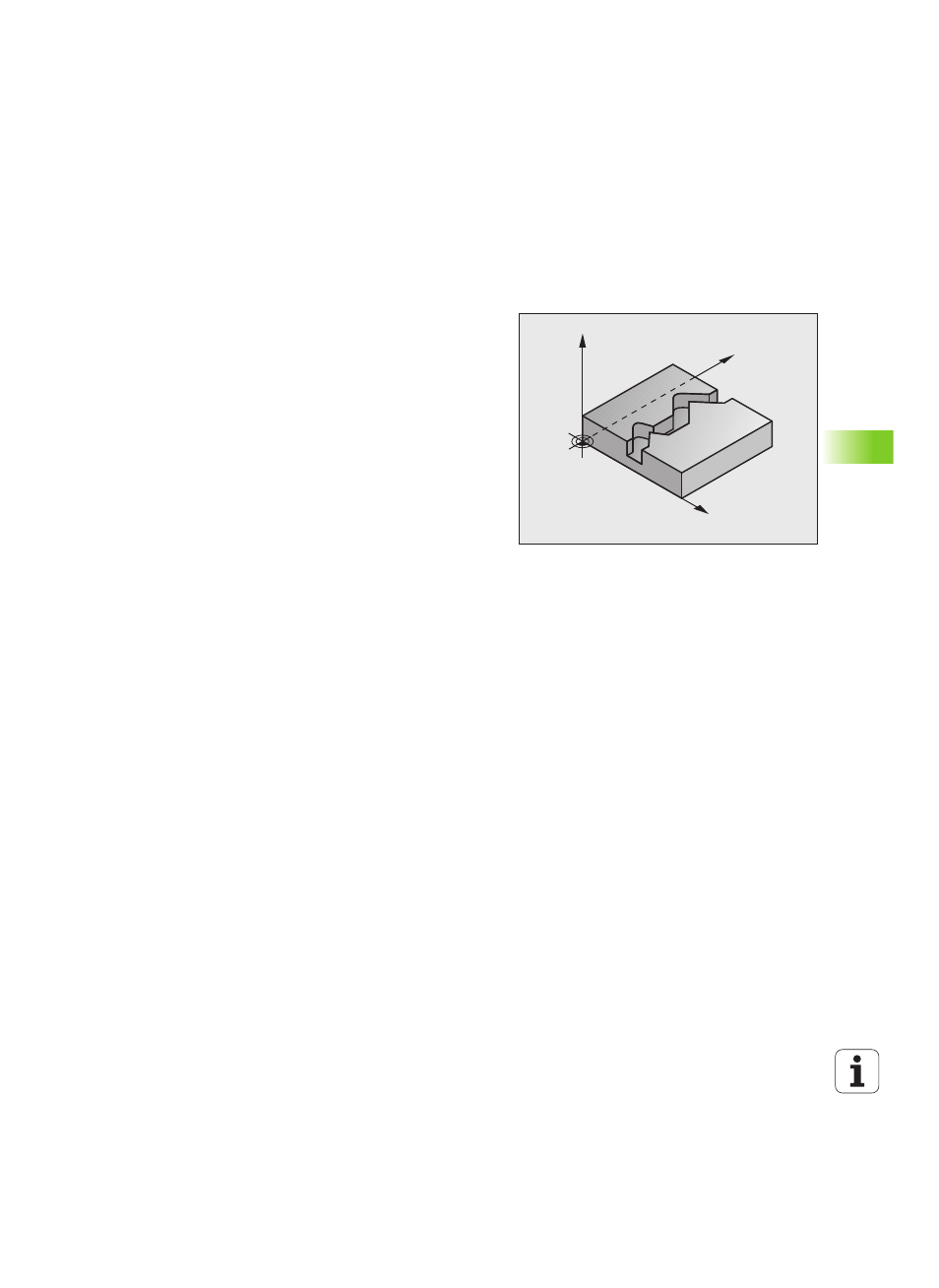
Provádění cyklu
Tímto cyklem lze obrobit ve spojení s cyklem 14 OBRYS otevřené a
uzavřené obrysy.
Cyklus 276 OTEVŘENÝ OBRYS 3D interpretuje ve srovnání s cyklem
25 OTEVŘENÝ OBRYS také souřadnice v ose nástroje (osa Z), které
jsou definované v podprogramu obrysu. Tak lze jednoduše obrábět
např. obrysy, které byly vytvořeny CAM-systémem.
Obrábění obrysu bez přísuvu: Hloubka frézování Q1=0
1 Nástroj jede s polohovací logikou na startovní bod obrábění, který
je dán prvním bodem obrysu ve zvoleném směru obrábění a
zvolenou najížděcí funkcí.
2 TNC najede tangenciálně na obrys a obrobí ho až do konce obrysu
3 V koncovém bodu obrysu odjede TNC nástrojem tangenciálně
směrem od obrysu. Odjížděcí funkci TNC provádí stejně jako
najížděcí funkci
4 Nakonec TNC polohuje nástroj na bezpečnou výšku.
Obrábění obrysu s přísuvem: Hloubka frézování Q1není nulová a
hloubku přísuvu definuje Q10
1 Nástroj jede s polohovací logikou na startovní bod obrábění, který
je dán prvním bodem obrysu ve zvoleném směru obrábění a
zvolenou najížděcí funkcí.
2 TNC najede tangenciálně na obrys a obrobí ho až do konce obrysu
3 V koncovém bodu obrysu odjede TNC nástrojem tangenciálně
směrem od obrysu. Odjížděcí funkci TNC provádí stejně jako
najížděcí funkci
4 Pokud je zvoleno kyvné zápichové obrábění (Q15=0), přejede TNC
na další hloubku přísuvu a obrábí obrys zpátky až do původního
startovního bodu. Jinak odjede TNC nástrojem v bezpečné výšce
zpátky do startovního bodu obrábění a tam do další hloubky
přísuvu. Odjížděcí funkci TNC provádí stejně jako najížděcí funkci
5 Tento postup se opakuje, až se dosáhne naprogramované hloubky
6 Nakonec TNC polohuje nástroj na bezpečnou výšku.
Y
X
Z