Provádění cyklu, Din/iso: g290)” na stránce 322) – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Uživatelská příručka
Stránka 322
322
Cykly: Speciální funkce
12.7 INTERPOLA
Č
NÍ SOU
S
TR
UŽENÍ (v
oli
tel
ný
sof
tware, cyklus 290,
DIN/ISO:
G290)
12.7 INTERPOLAČNÍ SOUSTRUŽENÍ
(volitelný software, cyklus 290,
DIN/ISO: G290)
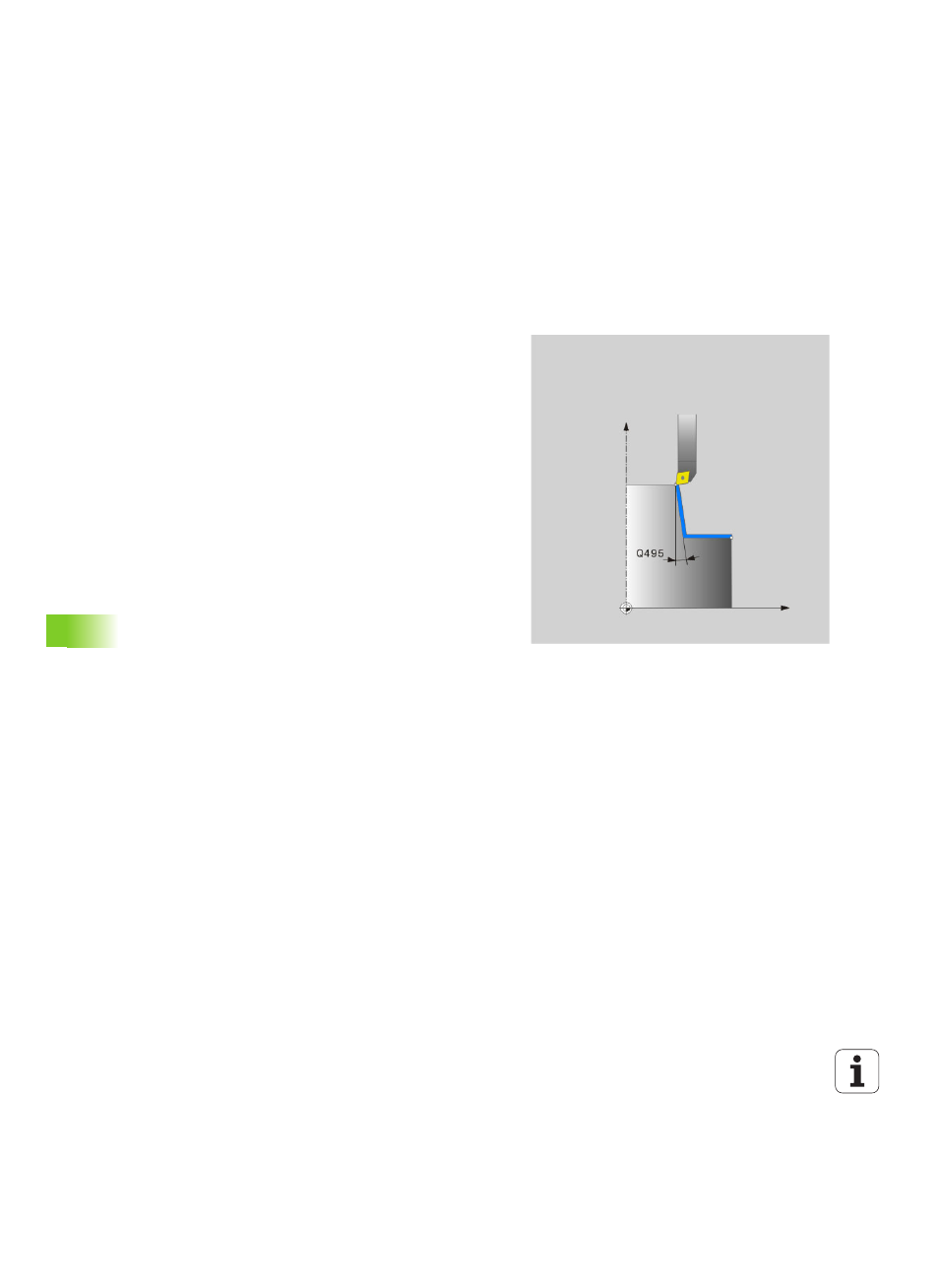
Provádění cyklu
Tímto cyklem lze zhotovit rotačně symetrické odsazení v obráběcí
rovině, které je definované startovním a koncovým bodem. Střed
rotace je startovní bod (XY) při vyvolání cyklu. Rotační plochy mohou
být skloněné a zaoblené do sebe. Plochy lze vytvořit jak interpolačním
soustružením, tak i frézováním.
1 TNC napolohuje nástroj do bezpečné výšky ve startovním bodu
obrábění. Ten je daný tangenciálním prodloužením startovního
bodu obrysu na bezpečnou vzdálenost.
2 TNC vytvoří definovaný obrys interpolačním soustružením. Přitom
opisují hlavní osy obráběcí roviny kruhový pohyb, zatímco osa
vřetena stojí kolmo k povrchu.
3 V koncovém bodu obrysu odjede TNC nástrojem kolmo na
bezpečnou vzdálenost.
4 Nakonec TNC polohuje nástroj na bezpečnou výšku.