Parametry cyklu – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Uživatelská příručka
Stránka 78
78
Obráběcí cykly: Vrtání
3.2 ST
Ř
ED
Ě
NÍ (cyklus
240, DIN/ISO:
G240)
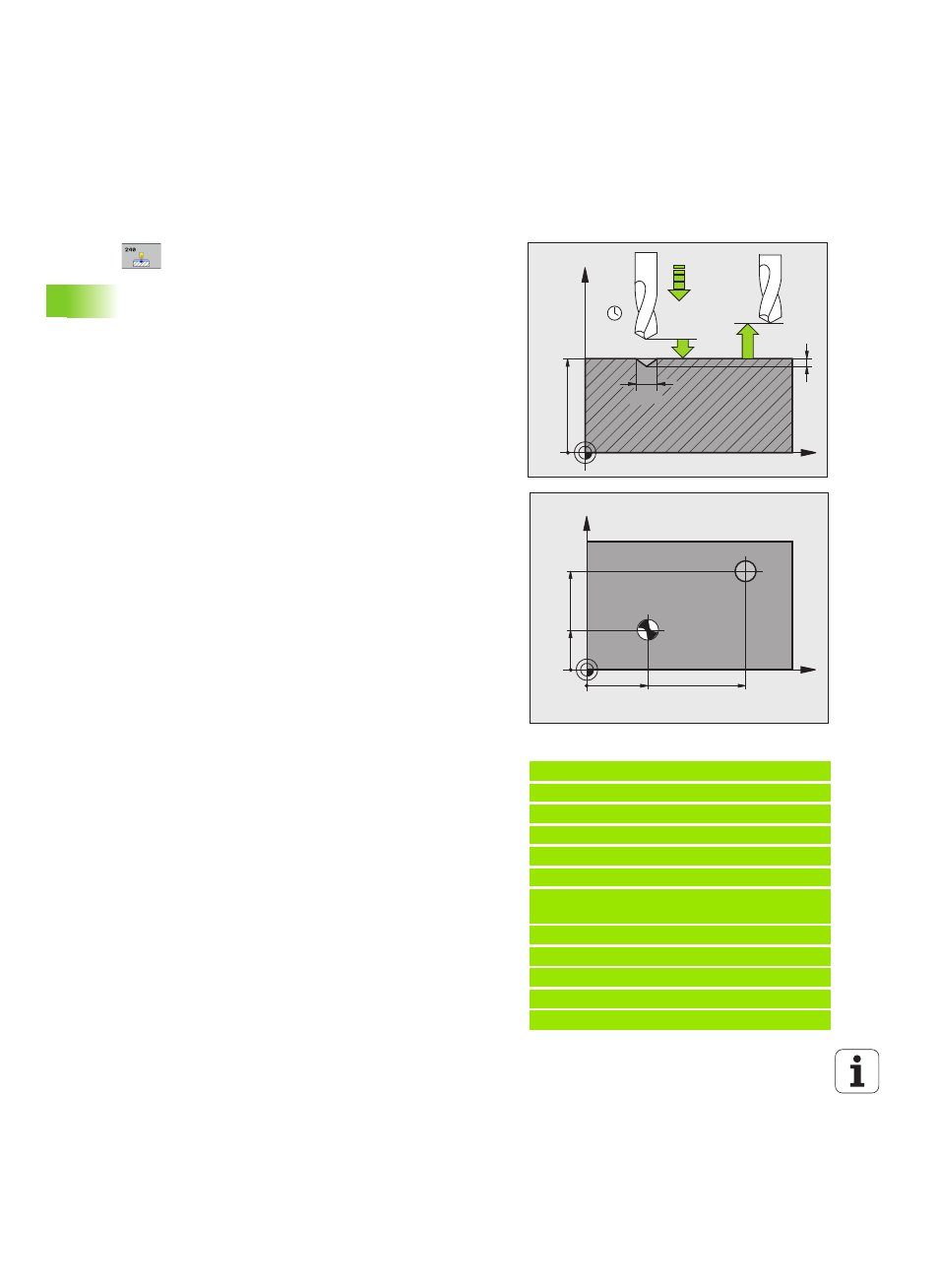
Parametry cyklu
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost hrot nástroje – povrch obrobku; zadává se
kladná hodnota. Rozsah zadávání 0 až 99 999,9999;
alternativně PREDEF
Volba průměru / hloubky (1/0) Q343: volba, zda se má
vystředit na zadaný průměr nebo na zadanou
hloubku. Pokud má TNC vystředit na zadaný průměr,
tak musíte definovat vrcholový úhel nástroje ve
sloupci T-ANGLE v tabulce nástrojů TOOL.T.
0: vystředit na zadanou hloubku
1: vystředit na zadaný průměr
Hloubka Q201 (inkrementálně): vzdálenost povrch
obrobku – dno vystředění (hrot středicího kužele).
Účinné pouze při definici Q343 = 0. Rozsah zadávání
-99 999,9999 až 99 999,9999
Průměr (znaménko) Q344: průměr středicího důlku.
Účinné pouze při definici Q343 = 1. Rozsah zadávání
-99 999,9999 až 99 999,9999
Posuv přísuvu do hloubky Q206: pojezdová rychlost
nástroje při středění v mm/min. Rozsah zadávání 0 až
99 999,999; alternativně FAUTO, FU
Časová prodleva dole Q211: doba po kterou nástroj
setrvá na dně díry, uvedená v sekundách. Rozsah
zadávání 0 až 3 600,0000; alternativně PREDEF
Souřadnice povrchu obrobku Q203 (absolutně):
Souřadnice povrchu obrobku. Rozsah zadávání
-99 999,9999 až 99 999,9999
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly). Rozsah
zadávání 0 až 99 999,9999; alternativně PREDEF
Příklad: NC-bloky
10 L Z+100 R0 FMAX
11 CYCL DEF 240 VYSTŘEDĚNÍ
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q343=1
;VOLBA PRŮMĚRU / HLOUBKY
Q201=+0 ;HLOUBKA
Q344=-9
;PRŮMĚR
Q206=250 ;POSUV PŘÍSUVU DO
HLOUBKY
Q211=0.1 ;ČASOVÁ PRODLEVA DOLE
Q203=+20 ;SOUŘADNICE POVRCHU
Q204=100 ;2. BEZPEČNÁ VZDÁLENOST
12 CYCL CALL POS X+30 Y+20 Z+0 FMAX M3
13 CYCL CALL POS X+80 Y+50 Z+0 FMAX
X
Z
Q200
Q344
Q206
Q210
Q203
Q204
Q201
30
X
Y
20
80
50