Parametry cyklu – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Uživatelská příručka
Stránka 324
324
Cykly: Speciální funkce
12.7 INTERPOLA
Č
NÍ SOU
S
TR
UŽENÍ (v
oli
tel
ný
sof
tware, cyklus 290,
DIN/ISO:
G290)
Parametry cyklu
Bezpečná vzdálenost Q200 (inkrementálně):
Prodloužení definovaného obrysu při najíždění a
odjíždění. Rozsah zadávání 0 až 99 999,9999;
alternativně PREDEF
Bezpečná výška Q445 (absolutně): Absolutní výška, v
níž nemůže dojít ke kolizi mezi nástrojem a
obrobkem; poloha návratu nástroje na konci cyklu.
Rozsah zadávání -99 999,9999 až 99 999,9999
Úhel pro orientaci vřetena Q336 (absolutně): Úhel k
vyrovnání břitu na pozici 0° vřetena. Rozsah zadávání
-360,0000 až 360,0000
Řezná rychlost [m/min] Q440: Řezná rychlost nástroje
v m/min. Rozsah zadávání 0 až 99,999
Přísuv na otáčku [mm/ot] Q441: Posuv nástroje na
otáčku. Rozsah zadávání 0 až 99,999
Startovní úhel roviny XY Q442: Startovní úhel v rovině
XY. Rozsah zadávání 0 až 359,999
Směr obrábění (-1/+1) Q443:
Obrábění ve smyslu hodinových ručiček: zadání = -1
Obrábění proti smyslu hodinových ručiček:
zadání = +1
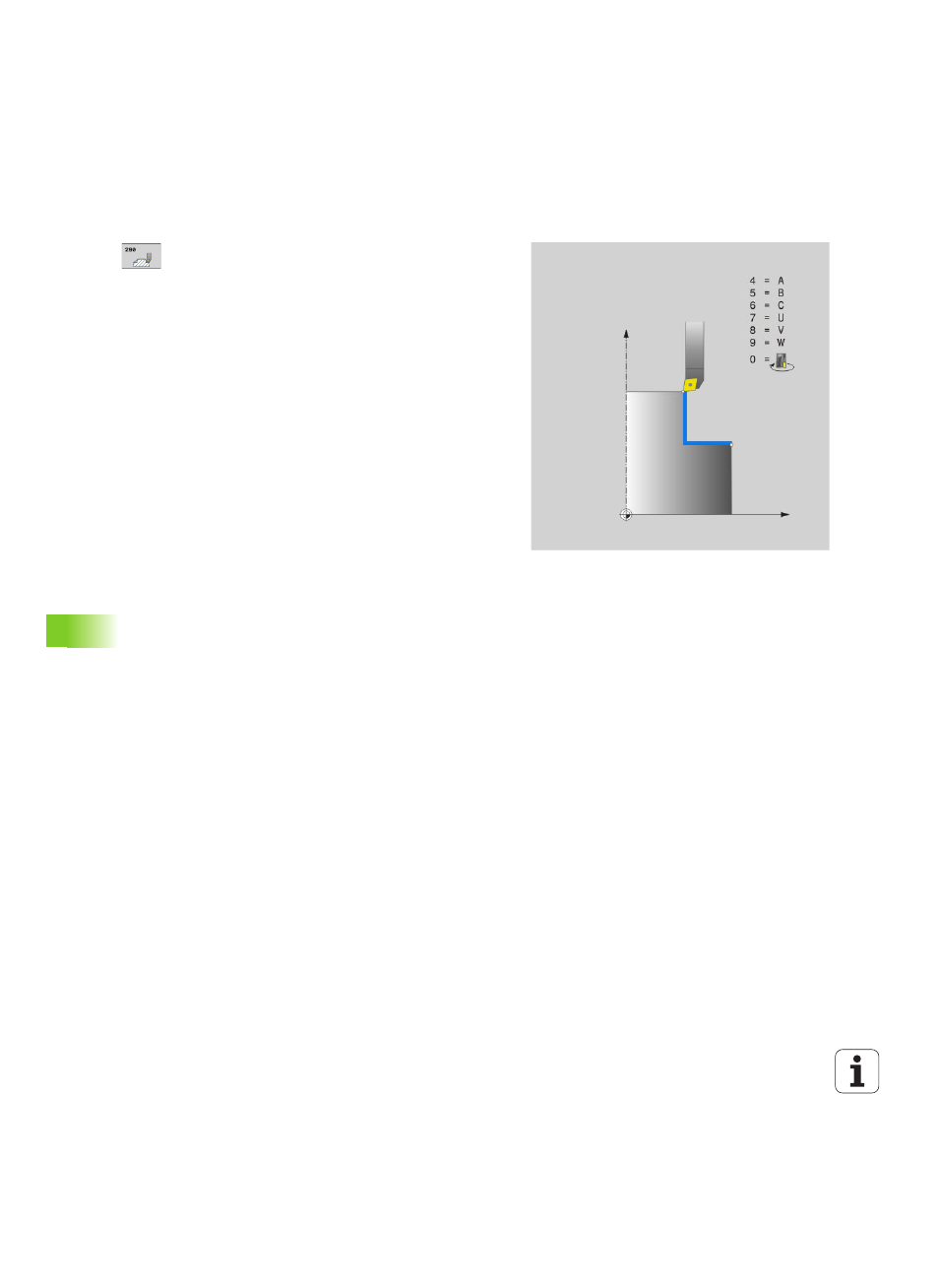
Interpolovaná osa (4...9) Q444: Označení
interpolované osy.
Osa A je interpolovaná osa: zadání = 4
Osa B je interpolovaná osa: zadání = 5
Osa C je interpolovaná osa: zadání = 6
Osa U je interpolovaná osa: zadání = 7
Osa V je interpolovaná osa: zadání = 8
Osa W je interpolovaná osa: zadání = 9
Frézování obrysu: zadání = 0