Provádění cyklu, Né (viz „provádění cyklu” na stránce 238) – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Uživatelská příručka
Stránka 238
238
Obráběcí cykly: Plášť válce
8.5 PLÁŠ
Ť
VÁLCE frézování vn
ějšího obrysu (cyklus 39, DIN/ISO:
G139,
volitelný sof
tware 1)
8.5 PLÁŠŤ VÁLCE frézování
vnějšího obrysu (cyklus 39,
DIN/ISO: G139, volitelný
software 1)
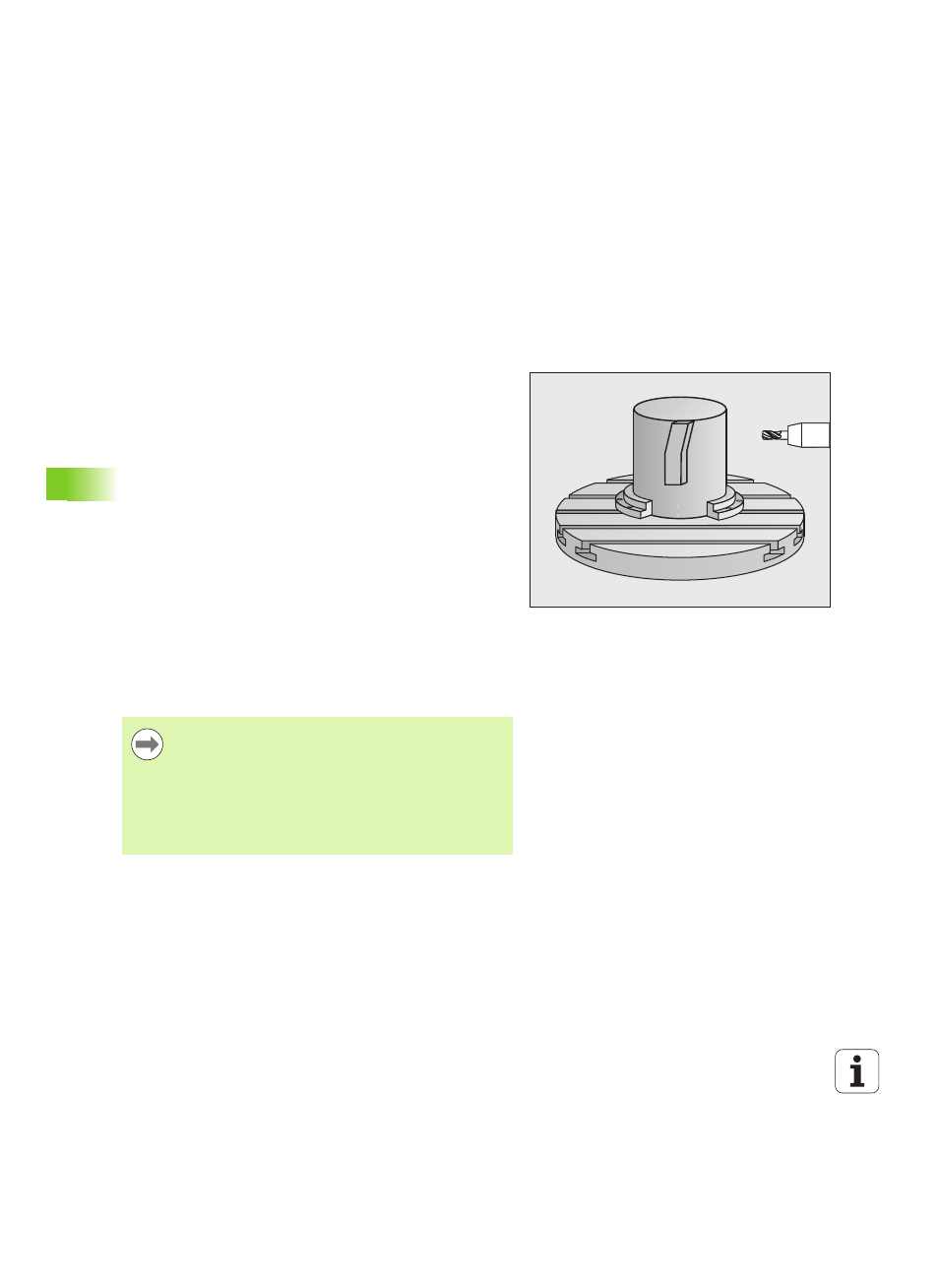
Provádění cyklu
Tímto cyklem můžete přenést na plášť válce otevřený obrys
definovaný na rozvinuté ploše. TNC nastavuje nástroj u tohoto cyklu
tak, aby stěna frézovaného obrysu probíhala při aktivní korekci rádiusu
rovnoběžně s osou válce.
Na rozdíl od cyklů 28 a 29 definujete v podprogramu obrysu skutečně
obráběný obrys.
1 TNC napolohuje nástroj nad výchozí bod obrábění. TNC umístí
výchozí bod přesazený o polovinu průměru nástroje vedle prvního
bodu, který je definovaný v podprogramu obrysu (standardní
chování).
2 Když TNC napolohoval do první hloubky přísuvu, tak nástroj jede
po kružnici frézovacím posuvem Q12 tangenciálně na obrys.
Popřípadě se bere do úvahy přídavek na obrobení stěny načisto.
3 V první hloubce přísuvu jede nástroj frézovacím posuvem Q12
podél obrysu, až je definovaný úsek obrysu kompletně obrobený.
4 Poté odjede nástroj tangenciálně od stěny výstupku zpět do
výchozího bodu obrábění.
5 Kroky 2 až 4 se opakují, až se dosáhne naprogramovaná hloubka
frézování Q1
6 Poté odjede nástroj v ose nástroje zpět do bezpečné výšky nebo
na poslední polohu naprogramovanou před cyklem (v závislosti na
strojním parametru 7420).
Ve strojním parametru 7680, bit 16 můžete definovat
chování při nájezdu cyklu 39:
Bit 16 = 0:
Provést tangenciální najetí a odjetí.
Bit 16 = 1:
Ve výchozím bodu obrysu jet kolmo do hloubky, bez
tangenciálního najíždění nástrojem a v koncovém bodu
obrysu zase odjet nahoru bez tangenciálního odjíždění.