Provádění cyklu – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Uživatelská příručka
Stránka 352
352
Cykly dotykových sond: Automatické zjištění šikmé polohy obrobku
14.7 Kompenzace šikmé polohy obrobku
v ose C (cyklus 405, DIN/ISO:
G405)
14.7 Kompenzace šikmé polohy
obrobku v ose C (cyklus 405,
DIN/ISO: G405)
Provádění cyklu
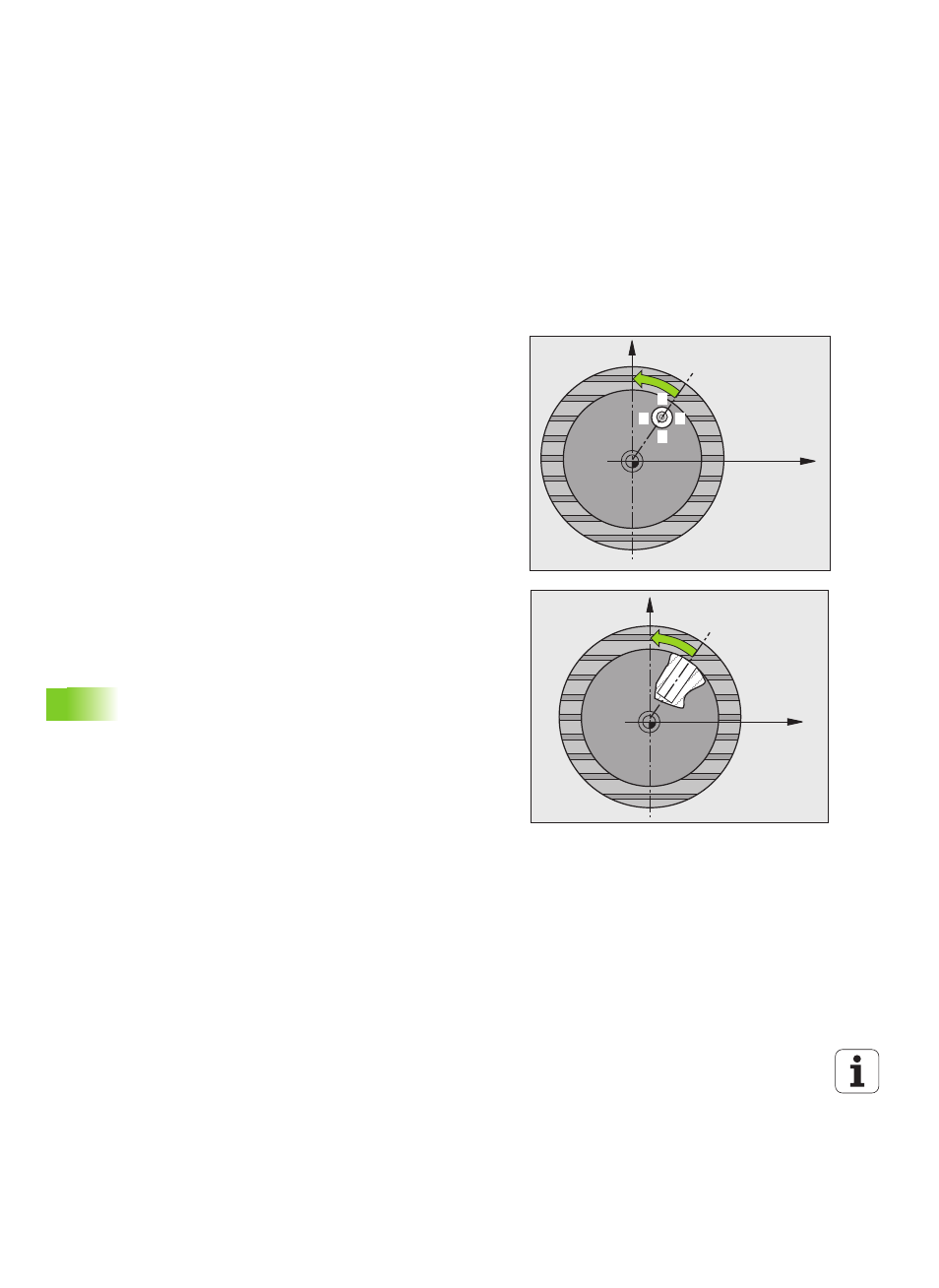
Cyklem dotykové sondy 405 zjistíte
úhlové přesazení mezi kladnou osou Y aktivního souřadného
systému a osou díry, nebo
úhlové přesazení mezi cílovou polohou a aktuální polohou středu
díry
Zjištěné úhlové přesazení kompenzuje TNC natočením osy C.
Obrobek přitom může být upnutý na kulatém stole libovolně, avšak
souřadnice Y díry musí být kladná. Měříte-li úhlové přesazení díry
dotykovou sondou v ose Y (horizontální poloha díry), pak se možná
bude muset měřicí cyklus provádět vícekrát, jelikož vlivem strategie
měření vzniká nepřesnost asi 1% šikmé polohy.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota z
MP6150) a podle polohovací logiky (viz „Zpracování cyklů
dotykové sondy” na stránce 334) do bodu snímání
1
. TNC vypočte
snímané body z údajů v cyklu a z bezpečné vzdálenosti z MP6140
2 Pak najede dotyková sonda na zadanou výšku měření a provede
první snímání snímacím posuvem (MP6120). Směr snímání určuje
TNC automaticky podle naprogramovaného úhlu startu
3 Poté jede dotyková sonda v kruhu, buďto ve výšce měření nebo
v bezpečné výšce, k dalšímu snímanému bodu
2
a provede tam
druhé snímání.
4 TNC polohuje dotykovou sondu k snímanému bodu
3
a pak
k snímanému bodu
4
a tam provede třetí, případně čtvrté snímání
a přemístí dotykovou sondu do zjištěného středu díry.
5 Nakonec přemístí TNC dotykovou sondu zpět do bezpečné výšky
a vyrovná obrobek natočením otočného stolu. TNC přitom natáčí
otočný stůl tak, že střed díry leží po kompenzaci – jak ve vertikální
tak i v horizontální ose dotykové sondy – ve směru kladné osy Y
nebo v cílové pozici středu díry. Naměřené úhlové přesazení je
kromě toho ještě k dispozici v parametru Q150
X
Y
1
2
4
3
X
Y