2 základy k dráhovým funkcím, Programování pohybu nástroje pro obrábění – HEIDENHAIN iTNC 530 (340 49x-04) Uživatelská příručka
Stránka 238
238
6 Programování: Programování obrysů
6.2 Základy k dráhovým funkcím
6.2 Základy k dráhovým funkcím
Programování pohybu nástroje pro obrábění
Když vytváříte program obrábění, programujete postupně dráhové
funkce pro jednotlivé prvky obrysu obrobku. K tomu zadáváte obvykle
souřadnice koncových bodů prvků obrysu z kótovaného výkresu.
Z těchto zadání souřadnic, nástrojových dat a korekce rádiusu zjistí
TNC skutečnou dráhu pojezdu nástroje.
TNC pojíždí současně všemi strojními osami, které jste
naprogramovali v programovém bloku dráhové funkce.
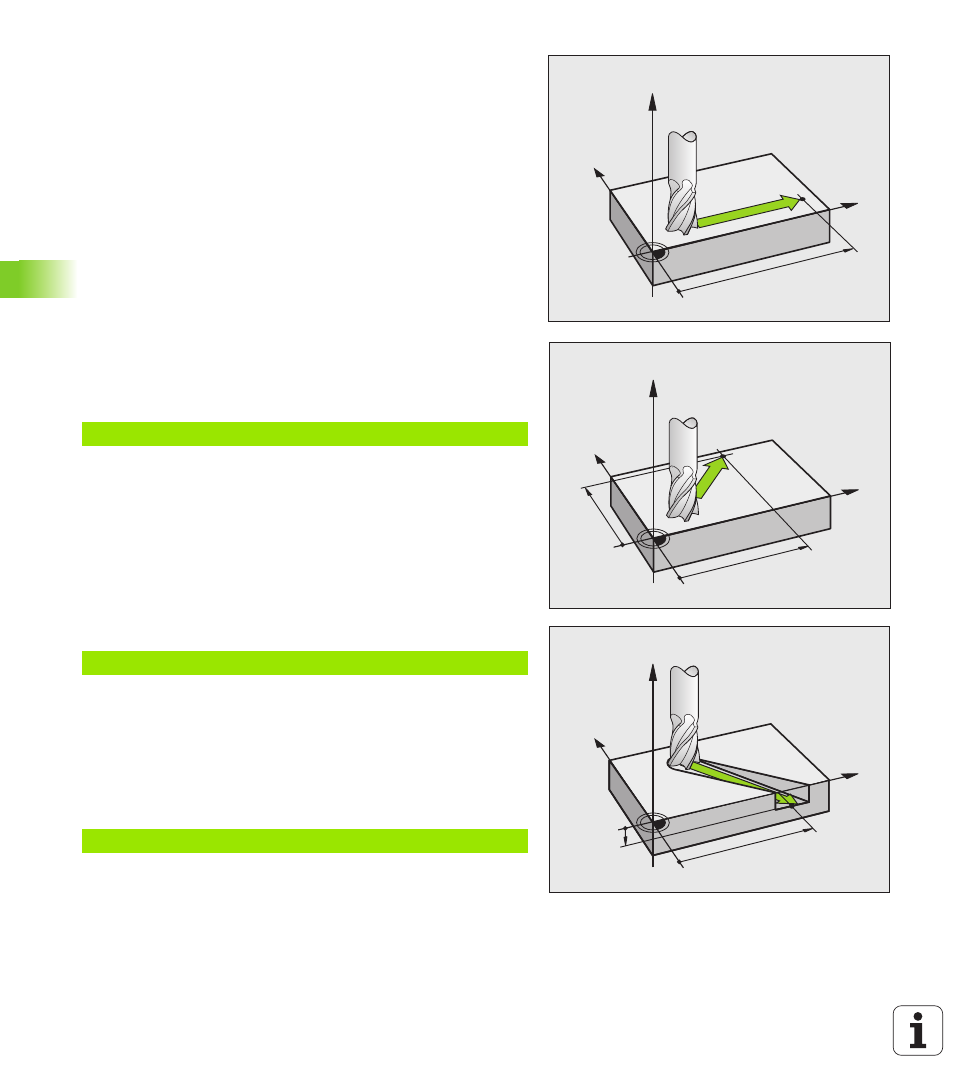
Pohyby rovnoběžné s osami stroje
Programový blok obsahuje zadání jedné souřadnice: TNC pojíždí
nástrojem rovnoběžně s programovanou osou stroje.
Podle konstrukce vašeho stroje se při obrábění pohybuje buď nástroj
nebo stůl stroje s upnutým obrobkem. Při programování dráhového
pohybu postupujte zásadně tak, jako by se pohyboval nástroj.
Příklad:
Nástroj si podržuje souřadnice Y a Z a najíždí do polohy X=100. Viz
obrázek.
Pohyby v hlavních rovinách
Programový blok obsahuje zadání dvou souřadnic: TNC pojíždí
nástrojem v programované rovině.
Příklad:
Nástroj si zachovává souřadnici Z a pojíždí v rovině XY do polohy
X=70, Y=50. viz obrázek
Trojrozměrný pohyb
Programový blok obsahuje zadání tří souřadnic: TNC pojíždí
nástrojem prostorově do naprogramované polohy.
Příklad:
X
Y
Z
100
L X+100
L
Dráhová funkce „Přímka“
X+100
Souřadnice koncového bodu
X
Y
Z
70
50
L X+70 Y+50
X
Y
Z
80
-10
L X+80 Y+0 Z-10