Straně 692), 9 adaptivní řízení posuvu afc (opční software), Použití – HEIDENHAIN iTNC 530 (340 49x-04) Uživatelská příručka
Stránka 692
692
12 Testování programu a provádění programu
12.9 Adaptivní
řízení posuvu AFC (op
ční software)
12.9 Adaptivní řízení posuvu AFC
(opční software)
Použití
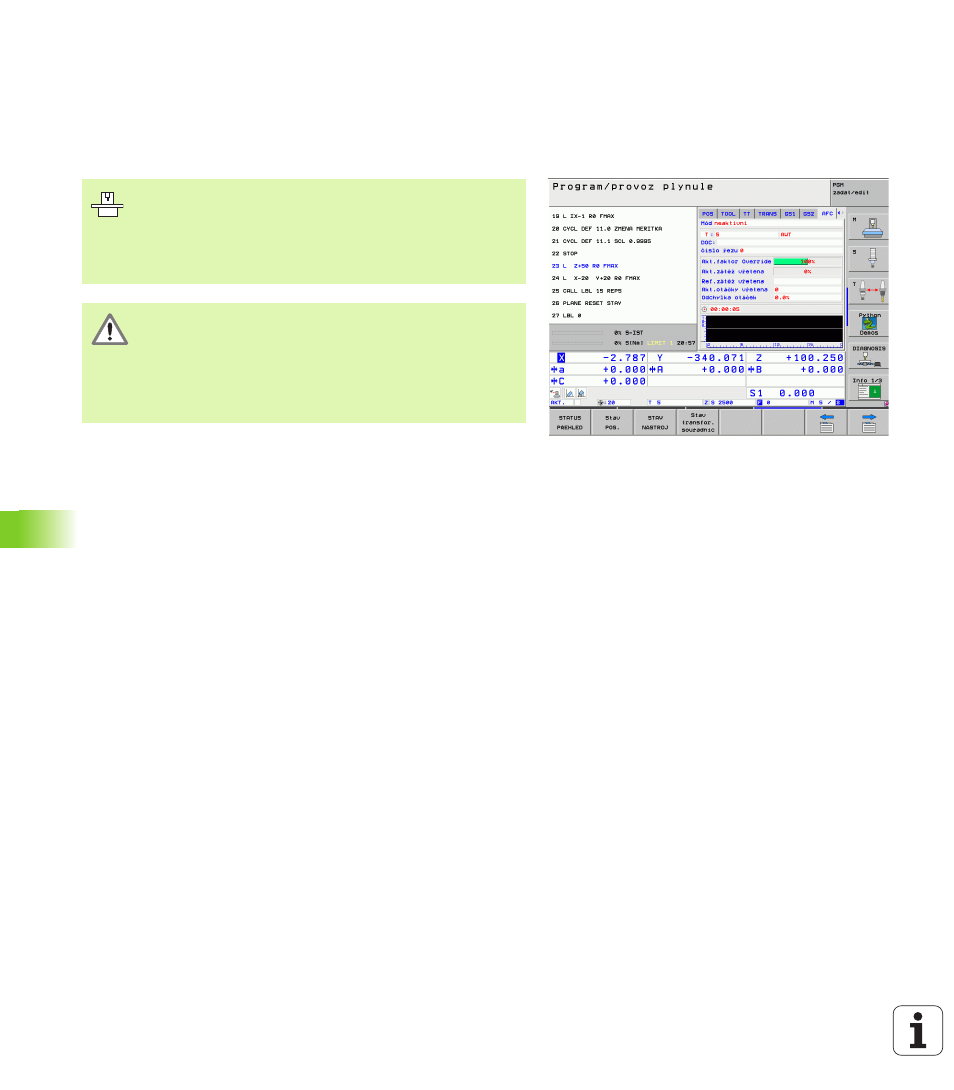
Při adaptivním řízení posuvu řídí TNC během zpracování programu
dráhový posuv automaticky v závislosti na aktuálním výkonu vřetena.
Výkon vřetena patřící ke každému úseku obrábění se zjistí zkušebním
řezem a TNC jej ukládá do souboru, patřícího k obráběcímu programu.
Při startu příslušného obráběcího úseku, který se provádí obvykle
zapnutím vřetena funkcí M3, řídí TNC posuv tak, aby se tento
nacházel v rámci vámi definovaných hranic.
Tímto způsobem se mohou odstranit případné negativní účinky
způsobené změnou řezných podmínek na nástroj, obrobek a stroj.
Řezné podmínky se mění hlavně kvůli:
Opotřebení nástroje;
Kolísající hloubce řezu, která se vyskytuje zejména u dílců z litiny;
Změnám v tvrdosti materiálu.
Funkci AFC musí povolit a upravit výrobce vašeho stroje.
Informujte se ve vaší příručce ke stroji.
Výrobce vašeho stroje může zejména stanovit, zda TNC
má používat jako vstupní veličinu pro regulaci posuvu
výkon vřetena nebo jinou libovolnou hodnotu.
Pro nástroje s průměrem do 5 mm nemá adaptivní řízení
posuvu smysl. Hraniční průměr může být i větší, pokud je
jmenovitý výkon vřetena velmi vysoký.
Obráběcí operace, u nichž musí být posuv a otáčky
vřetena spolu sladěné (např. při vrtání závitů), nesmíte
zpracovávat s adaptivním řízením posuvu.