HEIDENHAIN iTNC 530 (340 49x-04) Uživatelská příručka
Stránka 428
428
8 Programování: Cykly
8.6 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
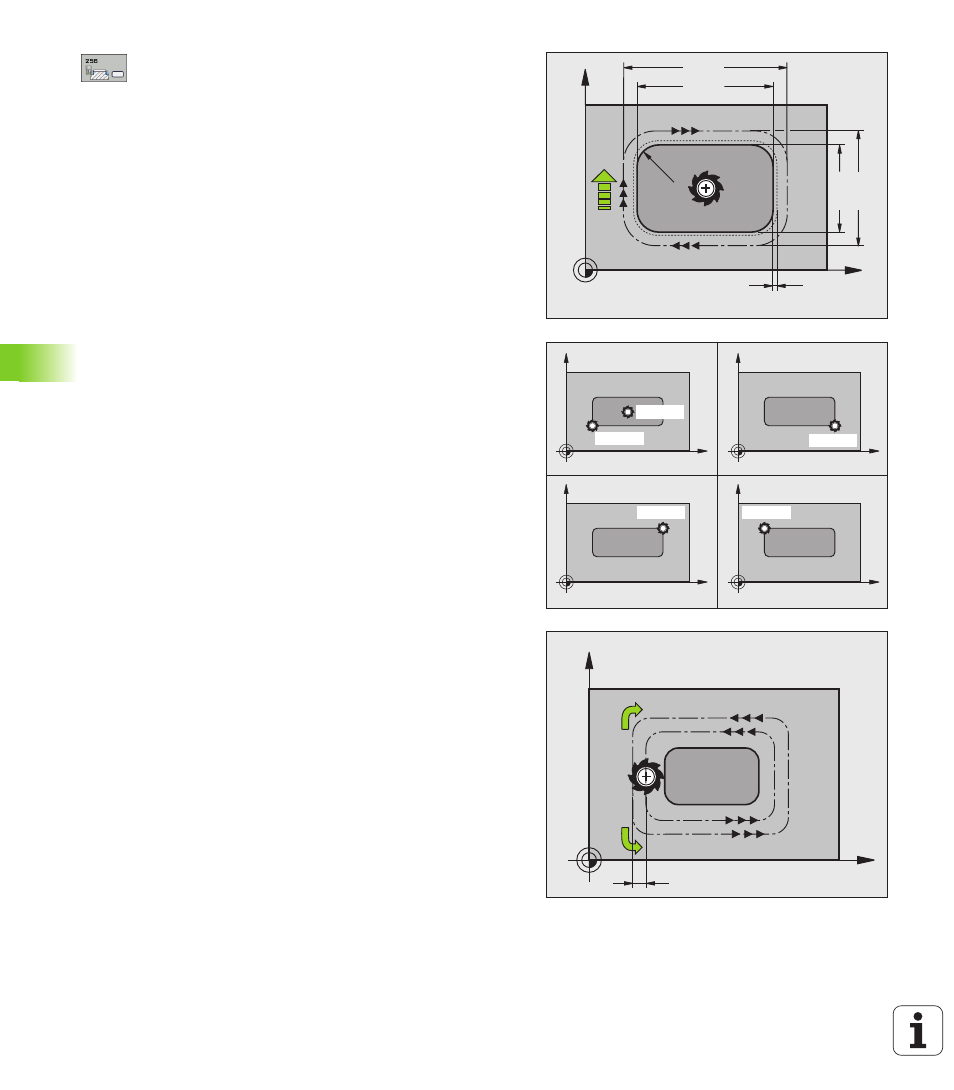
1. délka strany Q218: délka čepu, paralelně s hlavní
osou roviny obrábění
Rozměr polotovaru délka strany 1 Q424: délka
polotovaru čepu, paralelně s hlavní osou roviny
obrábění. Zadejte Rozměr polotovaru délka strany 1
větší než 1. délka strany. TNC provede několik
bočních přísuvů, pokud je rozdíl mezi mírou
polotovaru 1 a konečným rozměrem 1 větší, než je
přípustné boční přisunutí (rádius nástroje krát
překrývání drah Q370). TNC vypočítává vždy
konstantní boční přísuv.
2. délka strany Q219: délka čepu, paralelně s vedlejší
osou roviny obrábění. Zadejte Rozměr polotovaru
délka strany 2 větší než 2. délka strany. TNC provede
několik bočních přísuvů, pokud je rozdíl mezi mírou
polotovaru 1 a konečným rozměrem 2 větší, než je
přípustné boční přisunutí (rádius nástroje krát
překrývání drah Q370). TNC vypočítává vždy
konstantní boční přísuv.
Rozměr polotovaru délka strany 2 Q425: délka
polotovaru čepu, paralelně s vedlejší osou roviny
obrábění.
Rádius rohu Q220: rádius rohu čepu
Přídavek na dokončení stěny Q368 (inkrementálně):
přídavek na dokončení v rovině obrábění, který
ponechá TNC při obrábění.
Poloha natočení Q224 (absolutně): úhel, o nějž se celý
čep natočí. Střed natočení leží v té poloze, v níž stojí
nástroj při vyvolání cyklu
Poloha čepu Q367: poloha čepu vztažená k poloze
nástroje při vyvolání cyklu:
0: poloha nástroje = střed čepu
1: poloha nástroje = levý dolní roh
2: poloha nástroje = pravý dolní roh
3: poloha nástroje = pravý horní roh
4: poloha nástroje = levý horní roh
Posuv pro frézování Q207: pojezdová rychlost nástroje
při frézování v mm/min
Druh frézování Q351: druh obrábění frézováním při
M3:
+1 = sousledné frézování
–1 = nesousledné frézování
X
Y
Q21
9
Q218
Q368
Q220
Q207
Q424
Q425
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= 1
Q351= +1