HEIDENHAIN iTNC 530 (340 49x-04) Uživatelská příručka
Stránka 558
558
9 Programování: Zvláštní funkce
9.2 Funkce PLANE: naklopení roviny obráb
ě
ní (volitelný software 1)
Výběr alternativních možností naklápění: SEQ +/– (volitelné
zadání)
Z vámi definované polohy roviny obrábění musí TNC vypočítat k tomu
vhodné postavení rotačních os na vašem stroji. Zpravidla vznikají vždy
dvě možná řešení.
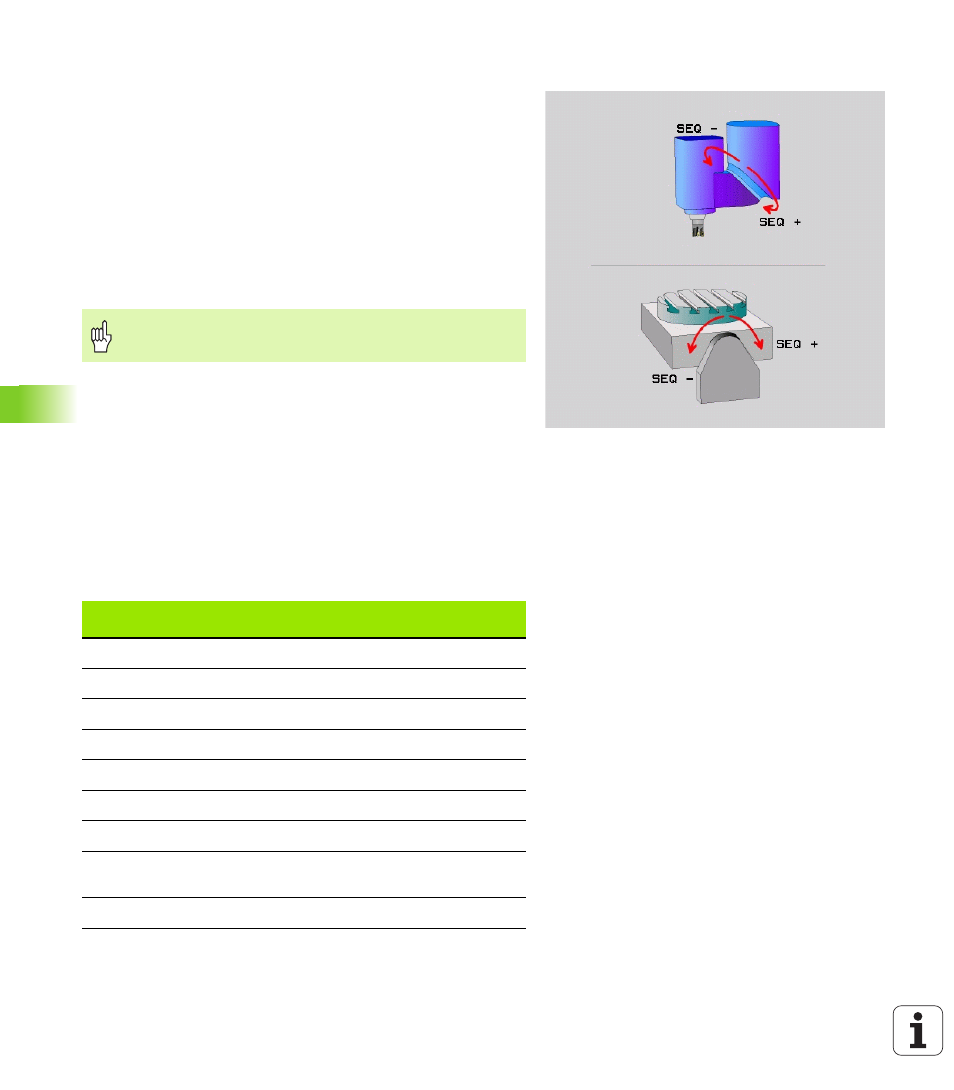
Přepínačem SEQ nastavíte, které z možných řešení má TNC použít:
SEQ+ napolohuje hlavní osu tak, že zaujme kladný úhel. Hlavní osa
je 2. rotační osa, vycházíme-li od stolu, nebo 1. rotační osa,
vycházíme-li od nástroje (závisí na konfiguraci stroje, viz též obrázek
vpravo nahoře)
SEQ- napolohuje hlavní osu tak, že zaujme záporný úhel.
Neleží-li vámi zvolené řešení pomocí SEQ v rozsahu pojezdu stroje,
vydá TNC chybové hlášení Nedovolený úhel.
Nedefinujete-li SEQ, zjistí TNC řešení takto:
1 TNC nejdříve překontroluje, zda obě možná řešení leží v rozsahu
pojezdu rotačních os
2 Je-li tomu tak, zvolí TNC řešení, kterého lze dosáhnout nejkratší
cestou
3 Je-li v rozsahu pojezdu pouze jedno řešení, pak TNC zvolí toto
řešení
4 Neleží-li žádné řešení v rozsahu pojezdu, vydá TNC chybové
hlášení Nedovolený úhel.
Příklad pro stroj s otočným stolem C a naklápěcím stolem A.
Programovaná funkce: PLANE SPATIAL SPA+0 SPB+45 SPC+0
Při používání funkce PLANE AXIS nemá spínač SEQ
žádnou funkci.
Koncový
vypínač
Poloha startu
SEQ
Výsledné
postavení osy
Žádný
A+0, C+0
Neprogram.
A+45, C+90
Žádný
A+0, C+0
+
A+45, C+90
Žádný
A+0, C+0
–
A–45, C–90
Žádný
A+0, C–105
Neprogram.
A–45, C–90
Žádný
A+0, C–105
+
A+45, C+90
Žádný
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
Neprogram.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Chybové
hlášení
Žádný
A+0, C–135
+
A+45, C+90