HEIDENHAIN iTNC 530 (340 49x-04) Uživatelská příručka
Stránka 392
392
8 Programování: Cykly
8.5 Cykly k vrtání,
řezání vnit
řních závit
ů
a frézování závit
ů
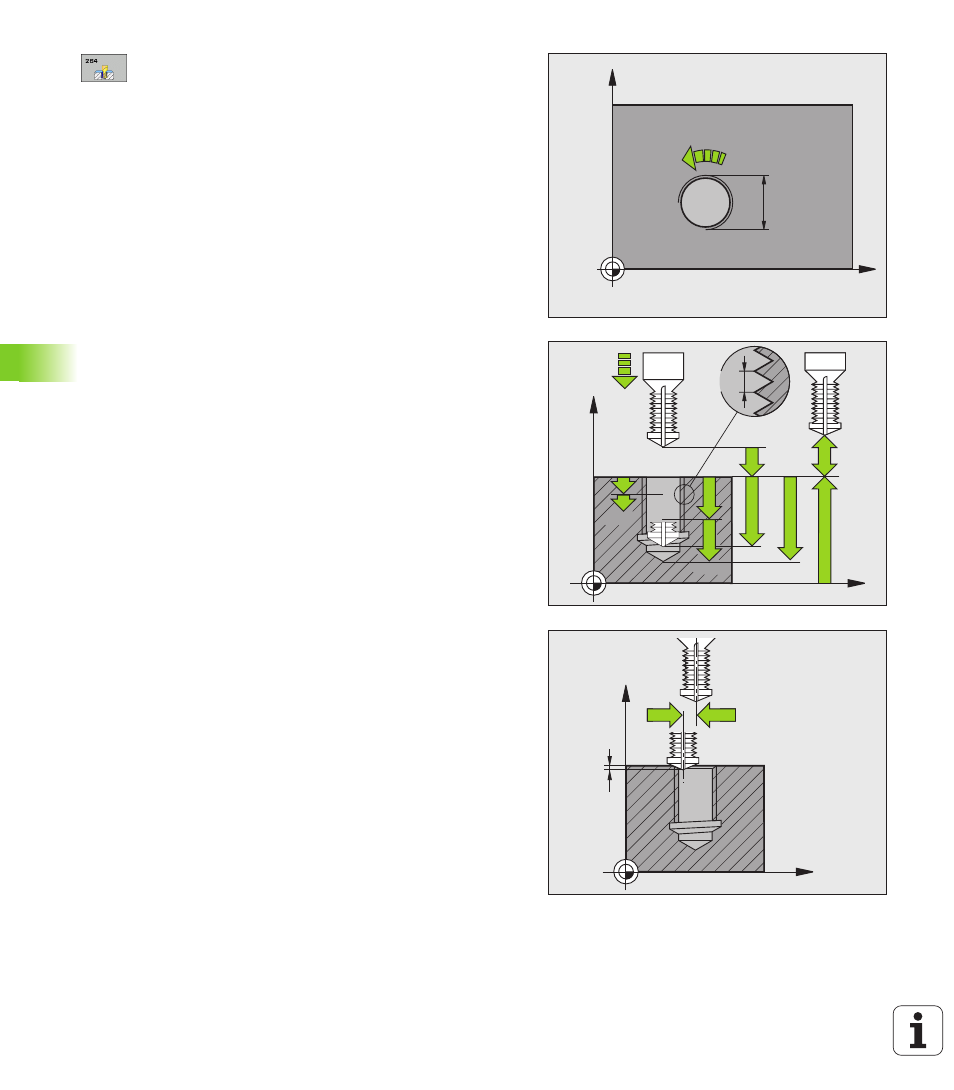
Cílový průměr Q335: jmenovitý průměr závitu
Stoupání závitu Q239: stoupání závitu. Znaménko
definuje pravý nebo levý závit:
+ = pravý závit
– = levý závit
Hloubka závitu Q201 (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem závitu
Hloubka díry Q356: (inkrementálně): vzdálenost mezi
povrchem obrobku a dnem díry
Polohovací posuv Q253: pojezdová rychlost nástroje
při zanořování do obrobku, případně při vyjíždění z
obrobku v mm/min
Druh frézování Q351: druh obrábění frézováním při
M3
+1 = sousledné frézování
–1 = nesousledné frézování
Hloubka přísuvu Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune. Hloubka nemusí být
násobkem hloubky přísuvu. TNC najede na hloubku v
jediné operaci, jestliže:
hloubka přísuvu a konečná hloubka jsou stejné;
hloubka přísuvu je větší než konečná hloubka.
Představná vzdálenost nahoře Q258 (inkrementálně):
bezpečná vzdálenost při polohování rychloposuvem,
když TNC po vytažení nástroje z díry opět jede na
aktuální hloubku přísuvu
Hloubka vrtání do přerušení třísky Q257
(inkrementálně): přísuv, po němž TNC provede
přerušení třísky. Bez odlamování třísky, zadáte-li “0”.
Zpětný pohyb při přerušení třísky Q256
(inkrementálně): hodnota, o níž TNC odjede
nástrojem zpět při přerušení třísky
Hloubka čelního zahloubení Q358 (inkrementálně):
vzdálenost mezi povrchem obrobku a špičkou
nástroje při čelním zahlubování
Přesazení při čelním zahlubování Q359
(inkrementálně): vzdálenost o níž TNC přesadí střed
nástroje ze středu díry
X
Y
Q207
Q335
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q202
Q257
Q356
X
Z
Q359
Q359
Q358