Pravoúhlý čep (cyklus 256) – HEIDENHAIN iTNC 530 (340 49x-04) Uživatelská příručka
Stránka 427
HEIDENHAIN iTNC 530
427
8.6 Cykly k frézování kapes, ostr
ů
vk
ů
(
č
ep
ů
) a drážek
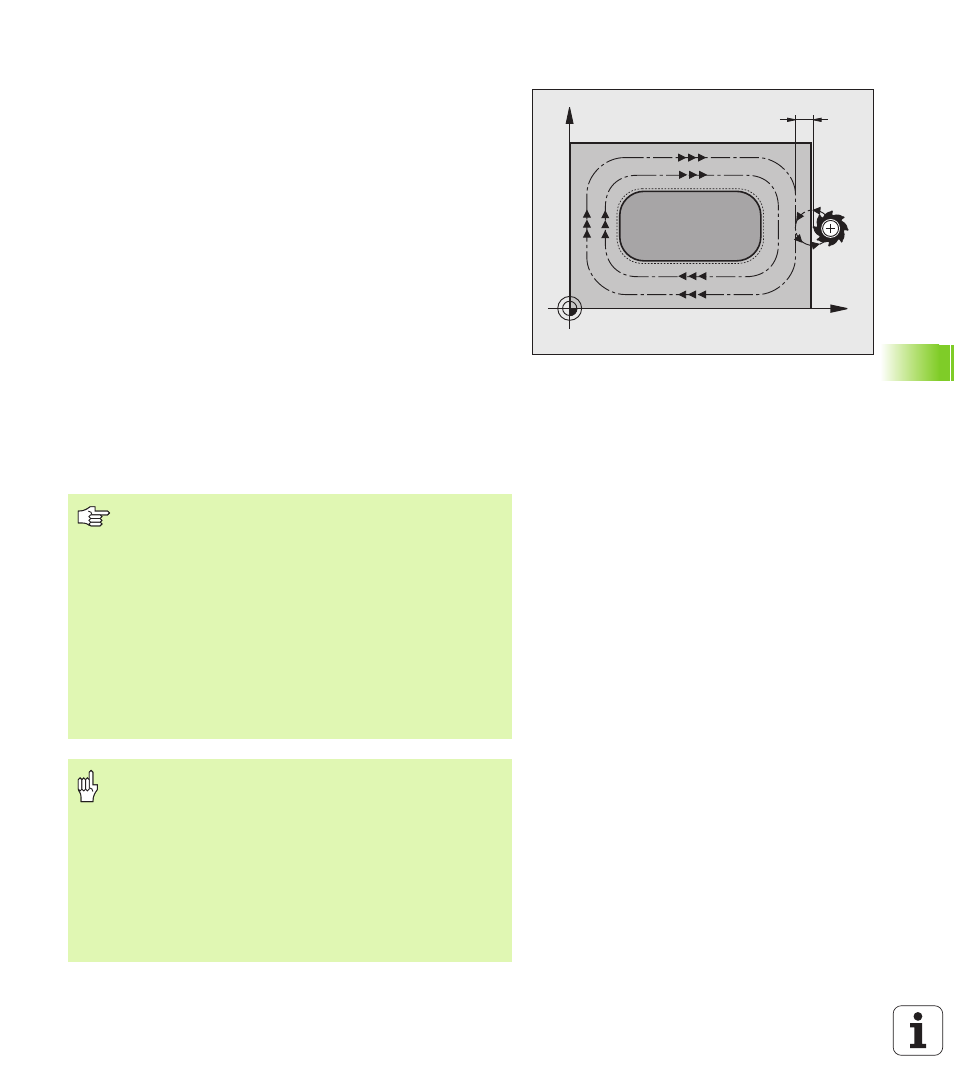
PRAVOÚHLÝ ČEP (cyklus 256)
Cyklem pravoúhlého čepu 256 můžete obrábět pravoúhlý čep. Je-li
míra polotovaru větší než je maximálně možný boční přísuv, tak TNC
provede několik bočních přísuvů, až se dosáhne koncová míra.
1 Nástroj vyjede z výchozí pozice cyklu (střed čepu) v kladném
směru X do výchozí pozice obrábění čepu. Výchozí pozice leží 2
mm vpravo vedle polotovaru čepu
2 Stojí-li nástroj na 2. bezpečné vzdálenosti, přejede TNC
rychloposuvem FMAX na bezpečnou vzdálenost a odtud posuvem
pro přísuv do hloubky na první hloubku přísuvu
3 Potom najede nástroj tangenciálně půlkruhem na obrys čepu a
ofrézuje jeden oběh.
4 Nelze-li dosáhnout konečný rozměr jedním oběhem, tak TNC v
aktuální hloubce přísuvu bočně přisune nástroj a poté frézuje další
oběh. TNC přitom bere do úvahy rozměr polotovaru, konečný
rozměr a povolený boční přísuv. Tento postup se opakuje, až se
dosáhne definovaný konečný rozměr.
5 Pak nástroj odjede tangenciálně půlkruhem zpět od obrysu do
výchozího bodu obrábění čepu.
6 Poté TNC přejede nástrojem do další hloubky přísuvu a obrábí čep
v této hloubce.
7 Tento postup se opakuje, až se dosáhne naprogramované
hloubky.
X
Y
2mm
Před programováním dbejte na tyto body
Předpolohujte nástroj do výchozí polohy v rovině obrábění
s korekcí rádiusu R0. Pozor na parametr Q367 (poloha
čepu).
V ose nástroje napolohuje TNC nástroj automaticky. Pozor
na parametr Q204 (2. bezpečná vzdálenost).
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC cyklus
neprovede.
Na konci cyklu odjede TNC nástrojem rychloposuvem na
bezpečnou vzdálenost nebo – pokud je zadaná – na
2. bezpečnou vzdálenost
Bitem 2 strojního parametru 7441 nastavíte, zda má TNC
při zadání kladné hloubky vydat chybové hlášení (bit 2=1)
nebo ne (bit 2=0).
Pozor nebezpečí kolize!
Uvědomte si, že TNC při zadání kladné hloubky výpočet
předpolohování invertuje. Nástroj tedy jede v ose nástroje
rychloposuvem na bezpečnou vzdálenost pod povrchem
obrobku!
Vpravo vedle čepu nechte dostatek místa pro nájezd.
Minimum: průměr nástroje + 2 mm.